Szalagfűrészlap
A fa- és fémfűrészek széles körben használatosak az otthoni kézművesek termelésében és életkörülményeiben. Ezeknek az egységeknek a fő vágószerszáma egy szalagfűrész, amely idővel elhasználódik, és élesítést vagy új cserélést igényel. Tudnia kell, hogy nemcsak az anyagfeldolgozás minősége, hanem az egység egészének termelékenysége is függ a sínvágógép megfelelő választásától.
A tartalom
Fémvágó fűrészlap kiválasztása
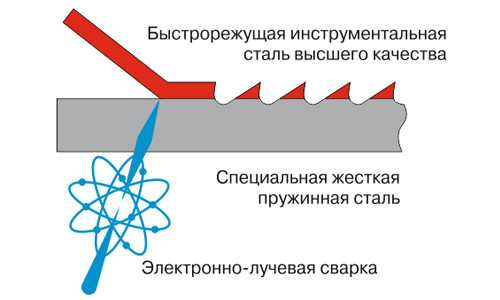
Az ilyen típusú fűrészlaphoz egy vágószalag egy bizonyos számú foggal, amely gyűrű formájában van hegesztve. A szalag alapja rugóacélból készül, nagy rugalmassággal. A nagysebességű acélból készült szalagot hegesztik az alapra, amelyen a fogak őrlése történik.
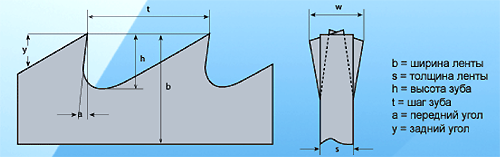
Minden szalagfűrész fém, és nem csak van egy címke. Például az M42 20 x 0,9 x 2362, 8 / 12TPI jelölést a következőképpen kell értelmezni:
- M42 - az anyag, amelyből a szalag fogai készülnek;
- 20 - ez az érték a szalag szélességét jelzi, mm;
- 0,9 - szerszámvastagság, mm;
- 2362 - a fűrészszalag körének hossza, mm;
- 8 / 12TPI - fogszélesség a fűrészszalagon, inchenként.
A vágókészülékek lehetnek egyéb anyagokPéldául az M51, PQ, TSX és másoktól. Az M42 nagy kopásállósággal rendelkezik, szélessége 67–68 HRC. Ezért ennek az anyagnak a fűrészeit nem lehet legfeljebb 45 HRC keménységű acél vágására használni. Az M51 fűrészlapok jobban ellenállnak a koptató kopásnak, mint a fent említettek. Ezeknek a fűrészeknek a metszéspontjainak szélessége már 68 HRC-nek felel meg, melynek köszönhetően a rozsdamentes acélok és acélok nagy szilárdsággal és hőállósággal rendelkeznek. Ezen túlmenően az M 51 anyagfűrész lehetővé teszi a vastag acéllemezek, azaz a nagy keresztmetszetű alkatrészek vágását.
A szalagfűrész megválasztásakor különös figyelmet kell fordítani nemcsak az anyagokra, amelyekből a vágógépek készülnek, hanem a lépcsőfokukra, valamint a geometriájukra is.
Fogszél
Ez a távolság a két szomszédos metszőél szélei között van.
Egy nagy lépés erősebben betölti az egység motorját, és rossz minőségű vágást biztosít. A bemetszők kis szöge hosszabb fűrészelést eredményez, növeli az energiaköltségeket, de ad tiszta vágás sima felületű.
A lemezanyag, a cső (vékony falú) és a profil vágásához a vágóelemek közötti minimális távolsággal (1 hüvelykkel) válasszon egy pengét. De ha nagy tésztát szeretne vágni szilárd fém, azt szeretné, hogy a fűrészlapot a legnagyobb metszőfogakkal felszerelje. Minél kisebbek a fogak (hüvelykenként), akkor a mélyebb fogak fognak kialakulni. Ennek következtében a vágás kevésbé eltömődött a forgácsokkal. Emellett a szerszámok nagy fogszöge javítja az egység teljesítményét.
Fogmagasság
A szerszám magassága a fogak alatti üreg legalacsonyabb pontjától a vágóelem csúcsáig terjedő távolság. Egy üreges jelenléte miatt a chipek eltávolításra kerülneka fém vágásakor keletkezik. A fognak magasságának elegendőnek kell lennie ahhoz, hogy az üreg ne legyen eltömődve a forgácsokkal, és a vágási folyamat nehézség nélkül zajlik. Ezenkívül a fogak elégtelen magassága a fűrészlap túlmelegedését okozza, aminek következtében mikrokockák léphetnek fel.
Elülső fogszög
A rake szög vagy az élezés szöge a munkadarab anyagához való kötés mértékétől függ. A nagy élezési szög nem teszi lehetővé a nagy pontosság elérését a fém vágásakor.Ugyanakkor egy kis szög lehetővé teszi a jó minőségű vágást, de csökkenti a szerszám teljesítményét.
A fűrészlapok fűrészlapjainak kiválasztása
Először is, annak érdekében, hogy kiválassza a megfelelő fűrészt a fűrész számára, meg kell vizsgálnia utasításokat a gépre. Megjeleníti a sávfűrészek összes paraméterét, amelyet ezen a berendezésmodellen lehet beállítani (a szalag maximális és minimális szélessége, valamint annak hossza). A vászon hosszának pontosan meg kell felelnie az egységnek az útlevélben megadottnak.
Snap szélesség
Az öv szélességét a gépen végrehajtandó műveletek alapján választják ki. A szalag szélessége nemcsak a szíjtárcsa szélességét korlátozza, hanem annak átmérőjét is. Egy kis csiga átmérővel a rá szerelt széles szalag eltörik és végül felszakad. Ezért minden egyes egységnél van egy korlátozás a pillanatnyi szélességre.
Egyenes vágáshoz általában 20-30 mm szélességű fűrészeket használnak. Természetesen egy kör alakú gépen gyorsabban és pontosabban készíthet hosszirányú vágást. De van egy magasságkorlátozás, amely nem haladja meg a 80 mm-t. A szalagfűrészgépeken akár 200 mm-es és annál nagyobb munkadarabok is feldolgozhatók.
A szalagos aggregátumok fő feladata azonban az gondoltam, vágott. A legkisebb szerszám, amely a szalagfűrészre szerelhető, egy 3 mm széles szalag. Egy azonos sugarú kört vág.
Minél nagyobb a szalag szélessége, annál nagyobb a legkisebb sugár, amit vele lehet vágni. Például, egy 60 mm-nél kisebb vágási sugarú szalag nem működik. 25 mm-es szalagszélesség esetén a minimális sugár kb. 100 mm lesz.
Átlagosan a penge szélességének háromszor kisebbnek kell lennie, mint a munkadarab kívánt vágási sugara. Ezért a berendezést a feladatoknak megfelelően választják ki.
Fogszél
A hüvelyenkénti hüvelyek számát jelző szám. A lépés számértékét helyezzük el a TPI rövidítése előtt. A lépés kiválasztásakor figyelembe kell venni:
- mi a vastagsága a munkadarabnak;
- mi a munkadarab anyaga keménysége;
- a vágás után az alkatrész tiszta szélét szeretné.
A műanyag és a vágott fa hatékony vágásához a szalagnak legalább három vágónak kell lennie. Minél nagyobb lesz a vágás, annál jobb lesz a vágás. Ez azonban csökkenti az adagolást és csökkenti a munkadarab vastagságának határértékét.
A fogak pályáján a pengék két típusra oszthatók: „kihagyás” és „rendszeres”. A ruhák típusa „Átugrani” 3 és 6 TPI között van. A fogak között van hely a fűrészpor hatékony eltávolítására, mivel gyenge eltávolításuk csökkenti a vágás minőségét. A „normál” vászonfajta típusa a fogak háromszög alakúak. Ezeket a készülékekre 10 TPI vagy annál nagyobb lépésekben helyezzük el. Az ilyen típusú fogaknak nincs elég helyük a chipek gyors eltávolításához. A vágóelemek nagyobb száma miatt az ilyen szalag vágása elég tiszta. A szerszám használható kis vastagságú és kemény anyagokból készült fűrészek fűrészelésére.
Az ilyen típusú festmények a következő jellemzőkkel rendelkeznek.
- 3 TPI „Átugrani”. A vászon a fa durva fűrészelésére szolgál vastagabb. A szúrás a szálak mentén történik. Annak érdekében, hogy a vágási minőség legalább egy kicsit javuljon, a szalagot a gépen maximálisan meg tudja húzni, és csökkentheti az adagolást.

- 4 TPI „Átugrani”. Ez egy univerzális szerszám a szálak fűrészeléséhez. Ez a fajta penge a legtöbb fafajba fűrészelhető, beleértve a sok csomóval rendelkező üres. Ha jó a fűrész húzása és a takarmány csökkentése, a vágás minősége közel lesz a befejezéshez.

- 6 TPI „Átugrani”. Ez egy pillanat általános cél. Legfeljebb 50 mm vastagságú (szálak mentén) és 150 mm vastag szálon lévő fát látott. Ezeket a számokat normál betáplálással látják el a fűrészhez.Ha a betáplálást csökkentjük, nagyobb vastagságú részek feldolgozása lehetséges. Ez a fűrész kiváló minőségű, és szinte minden fára alkalmas.

- 10 TPI „rendszeres”. A fűrészlapokat lemezanyagok (forgácslap, rétegelt lemez, MDF stb.) Fűrészelésére használják színesfémek és műanyag vágásához. De amikor fémlemezeket dolgozunk fel, csökkenteni kell a szerszám mozgásának sebességét. Nem minden gép rendelkezik ilyen lehetőséggel.

- 14 TPI „rendszeres”. Vághat rétegelt lemez, MDF, forgácslap és műanyag. A természetes fa esetében vastagsága nem lehet több, mint 25 mm. Ennek a hálónak a legtisztább vágása a minimális előtolás. Továbbá ez az eszköz lágy fémeket vághat alacsony szalagsebességgel.

Vágó alakú
A biztonsági övlapok a következő fogprofilok lehetnek.
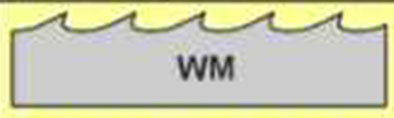
- WM. Az ilyen vágóprofilú perem puha és kemény fűrészek fűrészelésére szolgál univerzális. A profilt legfeljebb 50 mm szélességű fűrészekhez használják.
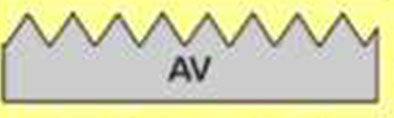
- AV. A fogak profilja kezelhető keményfabeleértve a fagyasztottakat. Az ilyen fűrészek az anyag keresztirányú vágására is képesek.
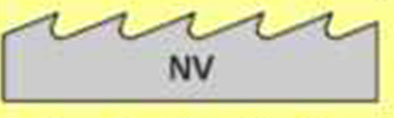
- NV. Legfeljebb 30 mm széles szalagokhoz alkalmazzuk, amelyeket fel lehet használni alakvágás bármely fafaj.
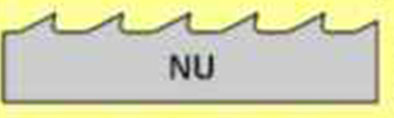
- NU. A profilnak nagy ürege van. Fűrészeléshez puha erdő.
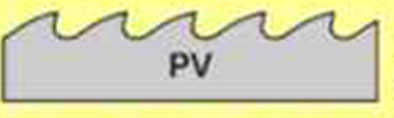
- PV. Ezt a profilt az 50 mm-nél nagyobb szerszámszélességen használják. A PV-profilnak köszönhetően a fűrészlapok a puhafa fűrészelésénél jó stabilitással rendelkeznek.
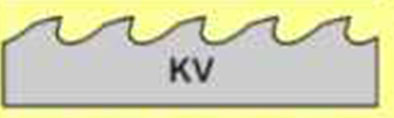
- KV. Használjon széles szalagokra (legfeljebb 80 mm) a puha fa fűrészeléséhez.
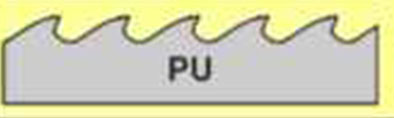
- PU. Vágáshoz használatos tömör fa 80 mm-nél szélesebb szalagokon.
Az elrendezés a fogak
A fűrészek fogai elválnak, hogy csökkentsék a munkadarabon lévő penge súrlódását és megakadályozzák annak elakadását. A vágási szélességnek körülbelül 30-60% -kal meg kell haladnia a berendezés vastagságát.
A bemetszések elrendezése háromféle lehet.
- Klasszikus elrendezés. A fogfűrészek különböző irányban hajlítottak, és egymástól azonos távolságra.
- Csíkozás elrendezése.
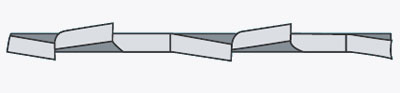
A következő két (harmadik) fog nem hajlik le, és trapéz alakú. A szerszám a szerszám közepén helyezkedik el, és az egész szalagfűrész irányát állítja be. Ezt az elrendezést kemény anyagoknál dolgozó fűrészeknél használják.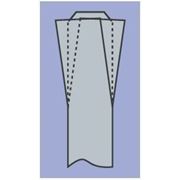
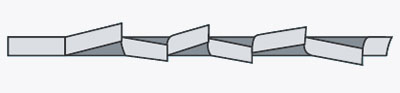
- Hullám elrendezés tekinthető a legnehezebbnek. A bemetszők a hullám alakját különböző irányban hajlítják.
Fontos tudni, hogy a fogak elrendezése során nem minden szerszám hajlított, hanem annak része: a fog felső részének 1/3 és 2/3-a. Mindegyik szerszámgyártó saját fogátirányítást ajánl az oldalra. Ám átlagosan 0,3 és 0,7 mm között van.
Minél lágyabb az anyag, annál erősebb lesz a fűrész, és fordítva. De nem lehet megengedni az ilyen befogópofák bekötését, úgyhogy a vágás közepén ne legyen vágott rész. Gondoskodni kell arról, hogy a fogak oldalról eltérjenek. azonos távolságra. Ha az elrendezés egyenetlen, akkor a szalagfűrész olyan oldalra mozog, ahol a fogak erősebb dőlésszögűek.
A szalagfűrészek élezése
Természetesen jobb, ha egy szalagfűrészt speciális gépen, speciális műhelyekben élesítenek. Igen, és a professzionális élező fűrészek olcsóak. De ha valamilyen oknál fogva nem tudod élesítő fűrészet hordani, akkor az eszköz önállóan szerkeszthető.
Élesítő szalagfűrészek kis fájl vagy fájl a bemetszés elülső és hátsó szélein több mozdulattal (3-4) minden fogra.

A szalagfűrész is élesíthető gravírozó használataláncfűrészek élezésére tervezett eszközzel.


A berendezést a gravírozóba helyezik, és a bemetszést enyhe mozgásokkal élesítik a bemetszés felső részén.

Nem szükséges, hogy erős fém legyen, csak könnyítse meg.
Megpróbálhatod élesíteni és fémfűrészek. Általában azonban nem élesednek, mivel ezeknek a fűrészszalagoknak a vágási része bimetál vagy egy kioltási zónával rendelkezik. Ezeken a szalagokon a fogak addig működnek, amíg el nem zúzódnak és mikrokockákkal rendelkeznek. Ha regenerálódnak, gyorsabban fognak összeomlani, vagy még rosszabbra fognak vágni.
/rating_off.png)











