A fűrészlánc kiválasztása, feszítése és élezése
A fűrészlánc egy elektromos fűrésznél fontos funkcionális részlet, amelyet előbb-utóbb élesíteni, javítani vagy teljesen újra kell cserélni. Ahhoz, hogy ezt helyesen tegye, figyelembe kell vennie a szerszám tervezését és egyéb jellemzőit.
A tartalom
Hogyan válasszunk egy láncot elektromos fűrészekhez
Kérjük, vegye figyelembe, hogy nincs különbség a benzo és az elektromos fűrészek láncai között.. Mindkét típusú szerszám esetében a láncok azonos anyagból készülnek, és olyan gumiabroncsokra vannak szerelve, amelyek mind az elektromos, mind a benzinegységekben azonosak. Egy elektromos fűrész láncának kiválasztásához több paramétert kell figyelembe venni. Némelyiknek meg kell felelnie a beépített gumiabroncs specifikációinak.
Láncméret
Ez a paraméter mindig megfelel gumiabroncsváltás a készüléket. Ha a fűrészlánc kisebb, mint a gumiabroncs, akkor nem viselheti. Továbbá, a gumiabroncs méretét meghaladó felszerelés nem húzza meg megfelelően. Mindkét esetben lehetetlenné válik egy elektromos fűrész használata. A fűrészszerszám méreteit hüvelykben lehet megadni, és ezek a következő értékek lehetnek: 10 ″, 12 ″, 13 ″, 14 ″, 15 ″, 16 ″, 18 ″ és annál magasabb.
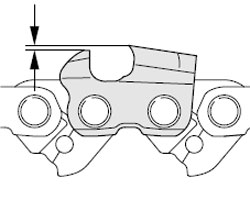
Láncszög
A lánc három szegecsével határozzuk meg. Az alábbi képen az „a” betű pontosan ezt a távolságot mutatja, melyet hüvelykben mérünk.
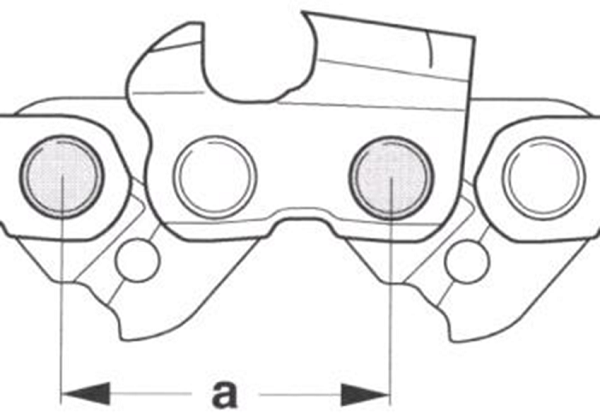
A lánchosszúság a következő értékekkel rendelkezik: 0,325 ″, 0,375 ″ és 0,404 ″.
A 0,375 ″ nagyságú lépést gyakran töredékként írják, mint 3/8 ”(3: 8 = 0,375), így nem keverhető össze a 0.325-ös számmal.
Tudnod kell: minél több lépés van a fűrészláncban, annál nagyobb a teljesítménye az egység motorjának. Az 1,84 kW-os kapacitású amatőr és félig profi egységeknél 0,325 ″ lépésű láncok vannak telepítve. Ezeket a berendezéseket vékony ágak, vágott csomók, valamint építési munkák során, például vágólapoknál lehet vágni. A 3/8 lépcsős fűrész (a motor teljesítménye kb. 2,94 kW) már lehetséges a vékony fák és az átlagos vastagságú vágott lapok vágása. A 0,404 ″ lépcsőfokú (4,41 kW és annál nagyobb teljesítményű) berendezést csak professzionális felszereléseken használják, és bármilyen komplexitású munkát végeznek.
Ólomkötés vastagsága
A szárak vastagsága (más néven a vezetőhíd) nagyon fontos paraméter a szerszám szerszámának kiválasztásakor.

Annak érdekében, hogy az egység számára megfelelő szerszámot válasszunk, szükséges, hogy a szár vastagsága megegyezzen a gumiabroncs hornyának szélességével. A vastagságnak a következő jelentése lehet.
- 1,1 mm (0,043 ”), 1,3 mm (0,05”). A kis terheléssel végzett munkák elvégzése és bekapcsolása kis elektromos fűrészek. A szerelvény 0,325 ″.
- 1,5 mm (0,058 ”). Ennek a szárnak a vastagsága esetén a láncok 3/8 ”. Ezek képesek ellenállni a nehéz terheknek és telepítve vannak félig professzionális és háztartási gépek.
- 1,6 mm (0,063 ”), 2 mm (0,08”). Az ilyen értékekkel rendelkező gumiabroncsokat és fűrészeket csak nagy terhelésű komplex munkák elvégzésére használják szakmai felszerelések.
Linkek száma
A linkek számának meghatározásával szerszámhossz. Egy pillanatfelvétel kiválasztásával a hosszúsági értékekre vagy a linkek számára támaszkodhat.Mivel a termék leírása során a különböző gyártók csak a vágóelemek számát jelezhetik, nem árt az ismeretnek és más információknak.
A vágási hivatkozások típusa
Konfigurációval a szerszám vágóelemei két típusra oszlanak: forgács és véső.

Véső típusú vágófog - ez egy sarló alakú vágó, melynek nagy része érintkezik az anyaggal. A félhold fogai növelik a berendezés motorjának terhelését, és nem rendelkeznek jó vágási jellemzőkkel. De ennek a formának köszönhetően a fogak könnyen megbirkózhatnak a szennyezéssel, és szerkesztésük nem igényel különleges pontosságot.
Véső fog profilja hasonlít a „7” számra, és népszerűen „hét” -nek nevezik. Az ilyen fogprofillal ellátott szerszámokat a vágás sebessége, a vágás minősége és a leginkább professzionális eszközök jellemzik. A vésőfogakkal ellátott élesítő tartozékok mindennapi életükben meglehetősen nehézkesek, mivel a csiszolási szögek legkisebb be nem tartása semlegesíti a vágóél vésőprofiljának minden előnyét.
A fogak anyagának vágása
Az elektromos fűrészhez való szerszám kiválasztásakor kérdezze meg, milyen anyagból készülnek a vágók. Puha fa fűrészeléséhez láncok vágógépekkel nikkel króm ötvözött acél. A fagyasztott, szennyezett és keményfa szerszámok fűrészeléséhez az ötvözött acélból készült vágóelemek nem működnek. E célból vágógépeket használjon, erősítve a keményfém merőlegesa fokozott kopásállóság jellemzi.

Profil magassága
A szerszám profiljának magassága függ vágási mélység és a szerszám termelékenysége. Minél nagyobb a vágófog profilja, annál erősebb lesz az anyagba. A kis profilmagasságú fogak a vékonyabb zsetonokat eltávolítják a fűrészelés során. A szerszám bemetszésének mélységét az anyagban úgy állítják be, hogy az egyes vágószalagokban lévő dugót csiszoljuk.
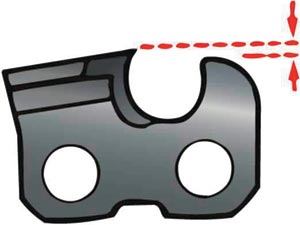
A profilmagassághoz 2 típusú lánc tartozik:
- magassága 0,025 "(0,635 mm) az alacsony profilú szerszámokra vonatkozik;
- Profil magassága 0,03 "(0,762 mm) - magas profilhoz.
Ez az információ megtalálható. az egység kézikönyvében (jelölje meg a fűrészmodellre alkalmazandó szerszámtípusokat). Hasznos lesz, ha magad élesíted a fogakat. A professzionális egységeknél mind a magas, mind a kis profilú berendezéseket használják, de háztartási egységeknél csak alacsony profilú berendezéseket használnak. A nagy profilú láncok rendkívül produktív szerszámok. A használat azonban növeli az eszköz rezgését és agresszivitását.
A lánc agresszivitásának csökkentése érdekében a fejlesztők egy kis trükköt használnak: a lánc nagy sávjával alacsony vágóprofil készül, és fordítva, ahogy a pálya csökken, a profil is emelkedik. Ez a technika lehetővé teszi, hogy az egység hatékonyan és kevésbé agresszív módon dolgozza fel az anyagot.
A vágás típusa
Nem titok, hogy a fa szerkezete hosszirányban elrendezett szálakból áll. Ezért az anyag vágásához a szálak mentén vagy a szálak mentén a láncfűrészfogak különböző élezése szükséges.
- mert keresztmetszet A fűrészszerszám fogai 25-30 fokos szögben élesítettek.
- Hatékony fűrészelés a szálak mentén 5–15 ° -os szögben élező fogakra van szükség. Ezeket a láncokat azonban nagyon ritkán használják, mivel a faanyag hosszirányú fűrészelése legjobban sávfűrész vagy körfűrész segítségével történik.
A vágóelemek száma
A szabványos fűrészlánc két vágórúddal rendelkezik. Azonban a gyártók költségeinek csökkentése érdekében egyes gyártók kisebb számú vágóelemmel rendelkeznek, amit „pass” és „semi-pass” néven hívnak.
![]()
Egy félig tartó beépülő modulban egy további hivatkozás kerül beillesztésre minden második vágópár között. És a láncokban egy áthaladással, minden vágóelem után egy közbenső összeköttetés kerül. Az eredmény:
- egy 64 láncú standard láncban 32 vágóelemnek, azaz 50% -ának kell lennie;
- egy félig tartó szerszámban a vágóelemek száma 40% lesz;
- az átmenő láncok legkisebb száma a 37,5%.
A résekkel ellátott berendezés növeli a szerszám agresszivitását, csökkenti annak teljesítményét, hozzájárul a gumiabroncs gyors kopásához, valamint a hajtómű lánckerékéhez.
Ezért ne vásároljon olcsó berendezést. A jövőben az ilyen megtakarítások nem tudják igazolni a fűrész fülhallgató valamennyi részének javításához vagy cseréjéhez fordított pénzeszközöket.
Amikor meg kell változtatnia a láncot
Az áramkör cseréjének szükségessége főként akkor keletkezik, amikor kopás és túlzott nyújtás. Ha nem tudja a szerszámot a beállító csavar segítségével kihúzni, ki kell cserélni. A régi, kopott lánckerékre és ugyanazon gumiabroncsra új rész beszerelése nem ajánlott, mivel ez gyors kopáshoz vezet.
Az elektromos fűrészek sok tulajdonosa tudja, hogy a lánc kopása 2-3-szor gyorsabb, mint a gumiabroncs és a lánckerék élettartama, és kis csalódást követnek el.
- Egy új elektromos fűrész segítségével 3 fűrészláncot kell egyszerre vásárolni.
- Miután több órán keresztül dolgozott egy lánccal, azt újra kell cserélni. Továbbá a második lánc ugyanazon elv szerint változik.
- A berendezés minden cseréje után meg kell oldani a gumiabroncsot az egyenletes kopás érdekében.
Ezen egyszerű manipulációk elvégzése minden alkatrész egyenletes kopását eredményezi, és meghosszabbítja élettartamukat.
A lánc cseréje elektromos fűrészeken
Ha meg akarja változtatni a felszerelést a fűrészen, akkor ez a következő módon történik. Például megmutatja, hogyan kell elhelyezni a láncot Makit elektromos fűrészén.
- A burkolaton a meghajtó lánckerékegységét lezárva látható egy kinyomtatott mintával ellátott kis fedél. Ha felemeli, kap egy fogantyút, amellyel csavarja ki a csavart.


- A lánc eltávolításához az elektromos fűrészből először csavarja ki szorítócsavar és távolítsa el a fedelet. Látni fogja egy vezető lánckereket és 2 csapot, amelyeken a gumiabroncsot felhelyezték.

- Válassza le a gumiabroncsot az egység láncával.

- Ezután gondosan tegye a láncot a gumiabroncsra, figyelve jobb irányú vágófogak, szerelje fel a láncot egy elektromos fűrészre (a gumiabroncsdal együtt), majd helyezze a csillagra.
- Tartsa a gumiabroncsot, helyezze be a burkolatot.

- Elfordulás különböző irányokba feszültségszabályozó gomb, állítsa be a beállító csavarral.

- Húzza meg kissé a szorítócsavart, ellenőrizze az egység vágóelemének feszességét.

- Szükség esetén húzza meg a láncot a kívánt szintre a beállító hüvelykkel, és végül húzza meg a szorítócsavart. A lánc megfelelő telepítése a gumiabroncsra való kézi rajzolással ellenőrizhető. A beépülő modulnak minden nehézség nélkül szabadon mozognia kell. Ezen a csere áramkörön át kell tekinteni.
Hogyan állítsuk be a lánc feszültségét
Húzza meg a láncot a fűrészlapon a következő esetekben:
- a berendezés új cseréje után;
- olyan berendezések kopásánál, amelyek idővel elterjednek.
Működés közben az elektromos fűrészek nem engedhetik meg, hogy a lánc megszakadjon. Nem is lehet túl szűk. A laza szerelvények leállhatnak a gumiabroncsról és károsíthatják azt. Az erősen meghúzott berendezések leállhatnak, vagy a lánckerék és a gumiabroncs csiszolásának gyors meghibásodásához vezethetnek.
A készülék láncának meghúzásához tegye a következőket.
- Lazítsa meg a gumiabroncs rögzítőcsavarját vagy anyáját (a gép típusától függően).
- Segítségével állítócsavar növelje a pillanatnyi feszültséget. A szerszám feszességének helyességét egyszerű módon ellenőrizzük: húzza a láncot a gumiabroncs közepe mentén, és nézze meg a meghajtó összeköttetését. A szár 1/3-ának sebessége nem haladhat ki a gumiabroncs hornyából.
- A megfelelő feszültség elérése után húzza meg a szorítócsavart (anyát).
A lánc élezése otthon
Annak megértéséhez, hogy a láncfűrészeket élesíteni kell, több okból is:
- működés közben a gumiabroncs „oldalra” vezet;
- a fűrészelési sebesség jelentősen csökkent;
- A zsetonok tű alakúak, és sok por van benne (élesen fogazott fogak egyenletes alakú négyzet alakú zsetonokat hoznak létre).
Élesítési szabályok
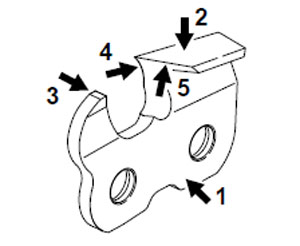
A láncfűrészek élezésének megkezdésével elképzelést kell kapnia a kialakításukról:
- bázis link;
- pengék;
- vágott mélységhatároló;
- függőleges lapátok;
- a felső penge vízszintesen helyezkedik el.
Ahhoz, hogy a lánc maximális vágási tulajdonságait biztosítsuk, a pengék bizonyos szögekbe kerülnek. A szerszámgépek vágási kapacitása főként a rake szögétől, a felső penge szögétől és az élezési szögtől függ.
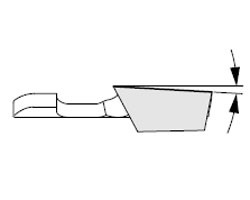
A penge hátrafelé és formájú legyen. hátsó szög. Szükség van a felső penge mélyítésére az anyagba.
Formázáshoz hátsó sarok Csiszolja le a lapát hátulját. Ez a szög felelős a forgácsok (oldalirányú) vágásáért.
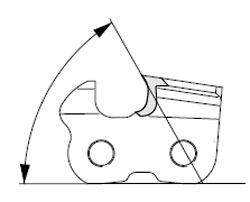
A formációért rake szög (60 ° -tól 85 ° -ig) megfelel a végélnek. Ez a kapcsolat alsó részéhez viszonyítva mérhető.
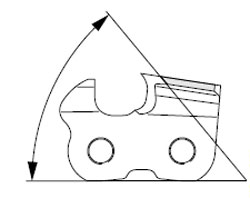
Adni a felső penge hátuljának szöge őrölje le a hátát. A szög 50 ° -tól 60 ° -ig terjedhet.
Élesítési szög a gumiabroncsra merőlegesen mérve.
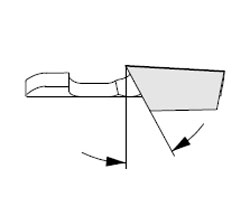
Minél nagyobb az élezési szög értéke, annál hatékonyabb lesz a szerszám. Ha ez a szög csökken, akkor a rezgés észrevehetően csökken, és a fűrészelés folyamatosabb lesz.
Az élezési szögnek nem lehet 35 ° -nál nagyobbnak és legalább 25 ° -nak kell lennie, ha a szerszám a szálak vágására szolgál. Ez a szabály azonban nem vonatkozik a hosszanti láncokra. Ezek élesítési szöge 10 °.
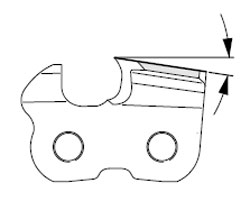
Minden vágónak van egy leállása, amely korlátozza a penge behatolásának mélységét a fába.
Általában a pengék teteje és a megálló közötti távolság 0,5 és 0,8 mm között legyen.
Lánc fogak élezése algoritmus
Az elektromos és láncfűrészek láncai, különösen karbidcsapokkal, általában erre a célra kifejlesztett gépen vannak élesítve. Az utóbbi élezésre alkalmas tárcsával és egy forgóasztallal rendelkezik, amelyen a felszerelés fel van szerelve.

A saját láncok élezése szükséges speciális alkalmazkodási lehetőség, amely segíti a szükséges csiszolási szögeket a művelet során. Két fájlt is készítenie kell: egy sík profillal, a második pedig egy kerek.

A fűrész élesítéséhez kövesse az alábbi lépéseket.
- Rögzítse a gumiabroncs szerelvényt egy alátétre.
- Először a fogak vágóélét kiegyenesítik. Helyezze az illeszkedést a fényképezõgépre az alábbi képen látható módon.
- bevétel kerek fájlkönnyed és zökkenőmentes mozdulatokkal kezdje tovább. Számuknak azonosnak kell lennie minden metszéspontnál. Így a szerszám összes fogát őröljük (egy), majd forgassuk el a sablont és végezzük el ugyanazt a műveletet minden második nem edzett szerszámnál.
- Egy kicsit a vágóélek vágóélének szerkesztése után Csiszolja le a mélységhatárolót. Telepítse a sablont az alábbi képek szerint.


- A sablonnak két lyuk van, amelyek mellett a „HARD” (kemény) és a „SOFT” (puha) feliratok vannak. Szerelje be a sablont a „HARD” határoló nyílásba, ha kemény fát kíván vágni. Lágy anyagok vágásához a megállást a „SOFT” lyukon keresztül őröljük.
- A csiszoláshoz a megállót használják lapos fájl.


Fontos! A vágómélységet sablon nélkül nem lehet őrölni. A normál fölött a megállás a fűrészfogak túlzott elmélyülését okozza az anyagba, ami növeli az egység motorjának terhelését, növeli a vibrációt, csökkenti a fűrészelés pontosságát és növeli a visszarúgás kockázatát.
/rating_off.png)











