Minden típusú vágó és tartozék kézi malomhoz
A marógép olyan vágószerszám, amelynek segítségével egy kézi marógép vagy egy álló egység különböző anyagok (fa, műanyag, fém) felületkezelését eredményezi. Mivel a berendezést forgási mozgásra tervezték, az alap alakja lemez alakú vagy hengeres. Ugyanakkor a szerszám vágóéljei meglehetősen bonyolultak lehetnek. A kézi maró vágógépek több típusra oszthatók. Ezek közül a leggyakoribb a fa feldolgozása. Ugyanakkor a favágóknak is van saját besorolása. Fontolja meg, hogy milyen típusú vágókészülékek vannak a fafelületek feldolgozására, és hogy hogyan kell őket helyesen kiválasztani.
A tartalom
Fúrógépek
Szükség esetén válassza ki a hornyot bármilyen mélység és szélesség, akkor erre a célra a horonyvágó a legmegfelelőbb. A kialakítás lehetővé teszi, hogy ezt a műveletet mind az alkatrész felületén, mind annak szélén végezzék. A horonyvágót főként a tüskével való részek összekötésére használják. Szintén használhat fúvókákat egy vonalzóra vágó fa marószerszámhoz, így akár bármilyen szélességű rést is vághat.
alakú
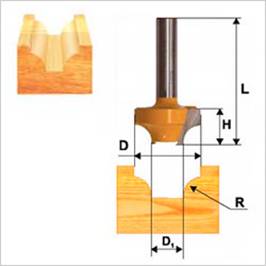
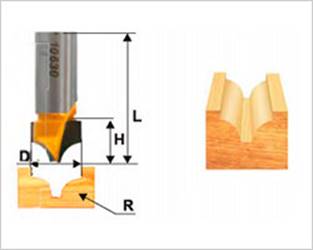
Hagyja, hogy a horony bizonyos formákhoz hasonló legyen fogszabályozó. A szerszám nemcsak a munkadarab belsejében lévő hornyokat választja, hanem megváltoztatja az él szélének alakját is. Komplex mintázatot készítünk a munkadarab felületén, először egy egyenes vágóval (horonnyal) átmegyünk. A jövőben egyszerűsíti a formázott szerszámok központosítását.
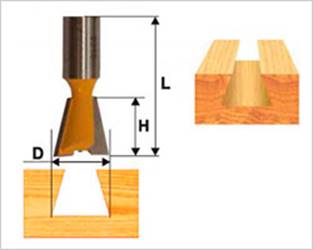
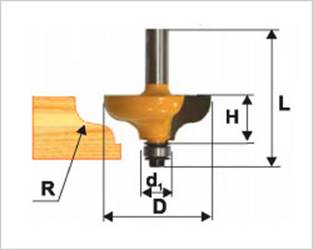
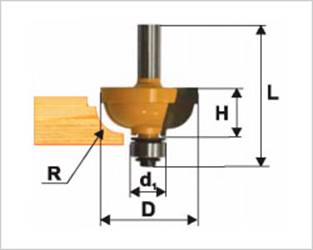
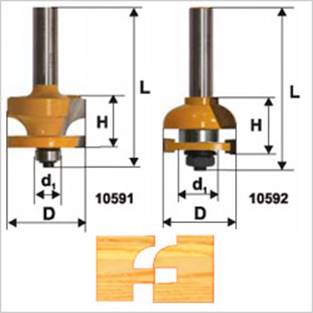
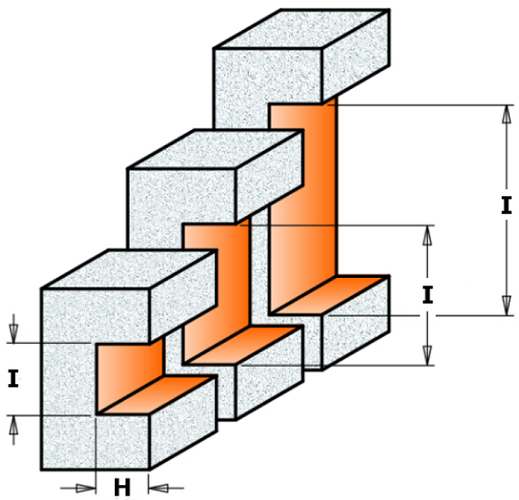
Az alábbi ábrák a hornyoló vágók fő típusait mutatják.
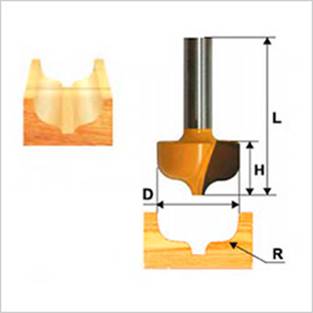
építés
A munkadarab ezzel a szerszámmal történő feldolgozása után egy trapéz alakú hornyot (dovetail) vagy fordított „T” -ot kapunk.
Az alkatrészek összekapcsolására szolgáló módszert az egyik legmegbízhatóbbnak tekintjük, mivel a tüskék az azonos alakú hornyokba mozognak, és nem választhatók el más módszerrel.
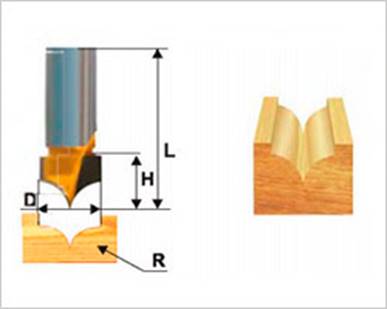
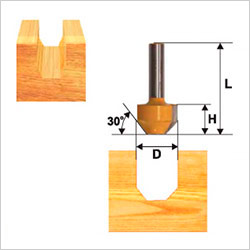
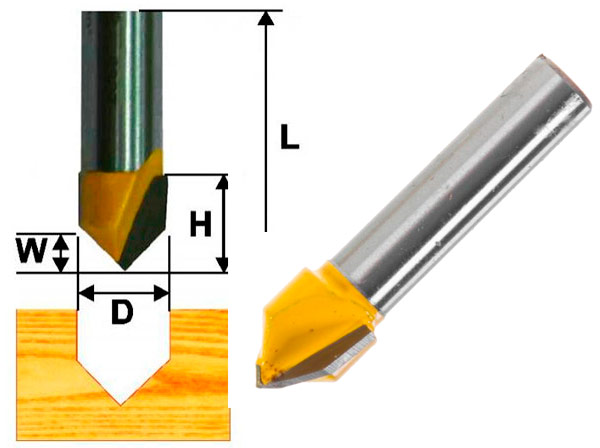
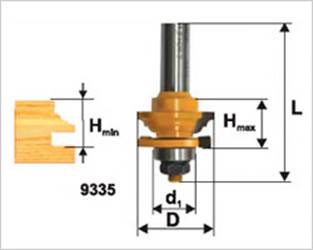
V-alakú filé
Bár a „filé” szó félkör alakú hornyot vagy hornyot jelent, ebbe a kategóriába tartoznak a V-alakú vágók. Az eszköz lehetővé teszi, hogy ne csak függőleges hornyokat válasszon, hanem hornyok egy bizonyos szögben. A bútorgyártásban gyakran használják a fűrészmarót a dekoratív faragáshoz és az élek geometriájának megváltoztatásához.
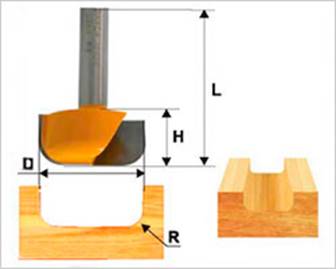
barnított
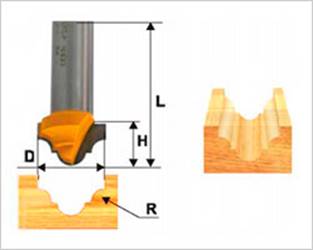
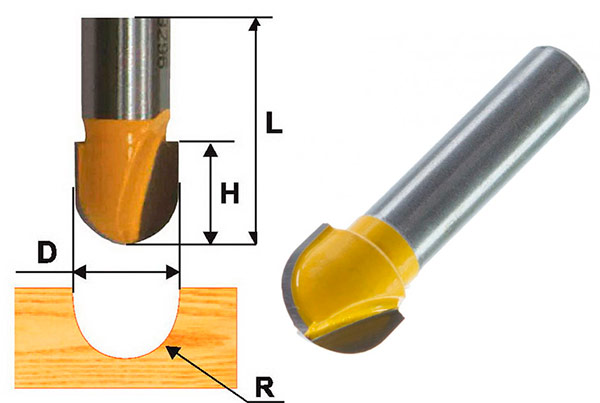
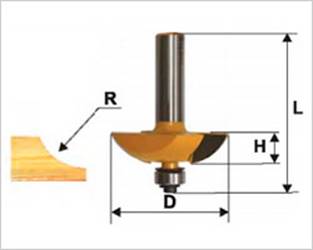
Ezek egy lekerekített vágórésszel rendelkeznek. Ha megnézzük a hornyot a szakaszban való áthaladása után, akkor ez emlékeztet az „U” betű.
A marószerszámot a faanyagok széleinek és végeinek díszítésére használják, a munkadarab felületén vagy a termék felületén és a szélein található különböző filényílásokkal (hornyok) komplex mintákat hozva létre.
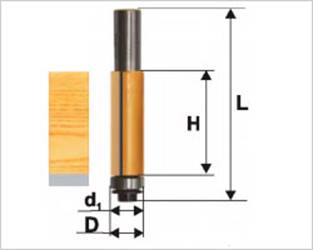
Egyenes vonalak
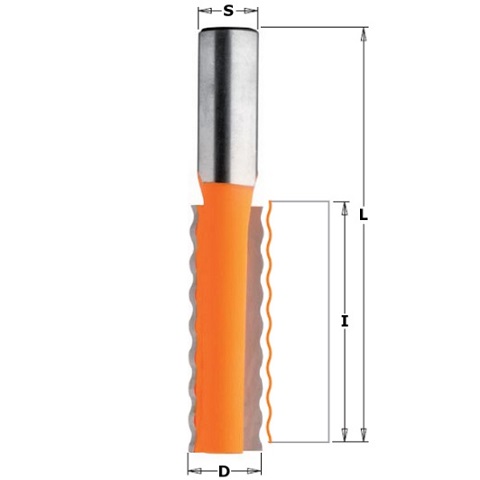
Ez a legegyszerűbb henger alakú szerszám.A munkadarabban kapott horony négyszögletes keresztmetszetű.
Leggyakrabban merülő marógépekkel használják.
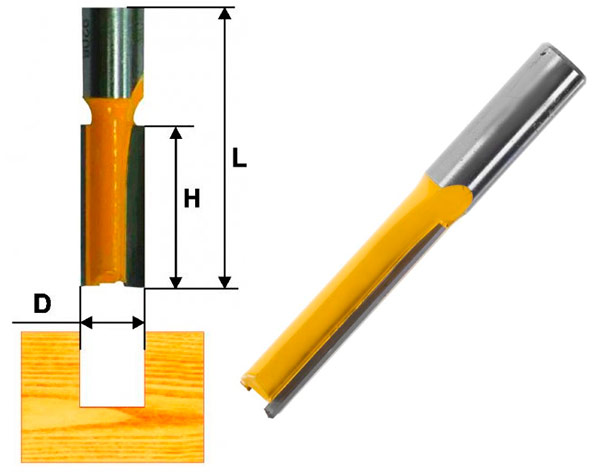
Egyenes nyílású (ujj) vágókészülékeket használnak, ha egy tiszta aljzatú, négyszögletes hornyot szeretne választani, például az ajtózárakhoz és a zsanérokhoz.
Szegélyvágók
A legtöbb esetben a szélmalmok rendelkeznek tolócsapágy. Hála neki, lehetőség van arra, hogy az eszközt vezessük a sablonon, feldolgozzuk a lapok széleit és élét.
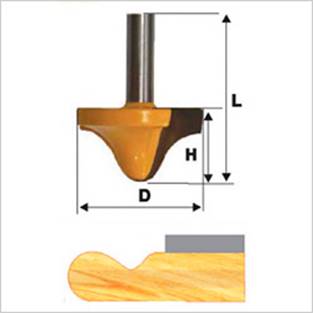
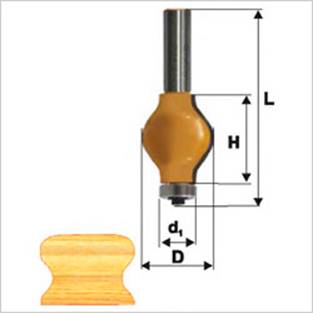
Polusterzhnevye
A szerszám félkör alakú kiugrásokat hoz létre az üres lapok szélén.
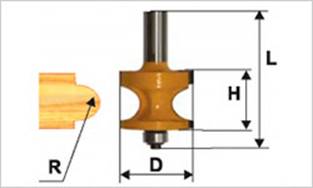
Ha félmagos vágógépet használ egy öntés vagy filé párosában, akkor csuklós ízületeket készíthet. Szintén félig rúdszerszámú, kör keresztmetszetű rudak. Ebben az esetben a munkadarab mindkét oldalán van feldolgozva.
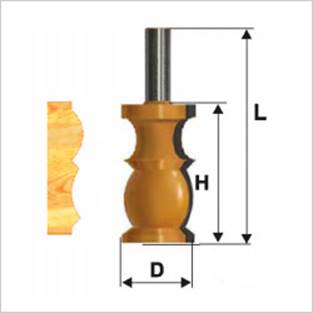
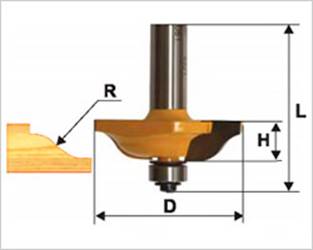
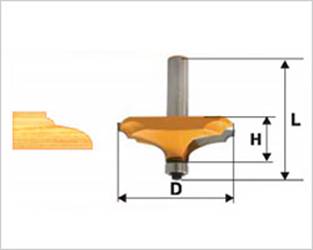
göndör
Ezeket a göndör vágókat is hívják többprofilos. A feladatoktól függően a mester a berendezésprofil egy részét felhasználhatja, vagy teljes mértékben használhatja. A második esetben telepíteni kell a szerszámot az egységben, amelynek kapacitása legalább 1600 watt.

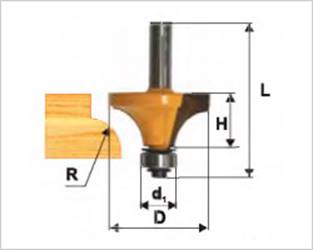
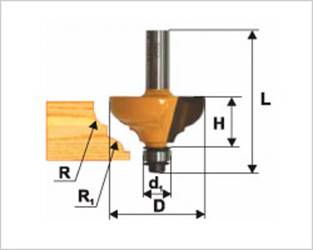
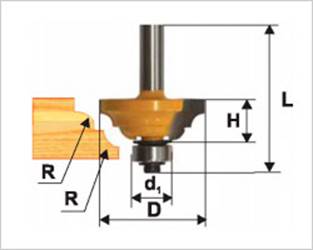
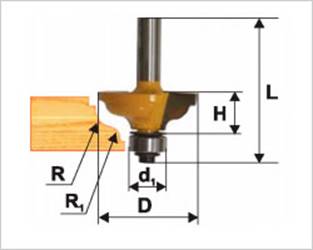
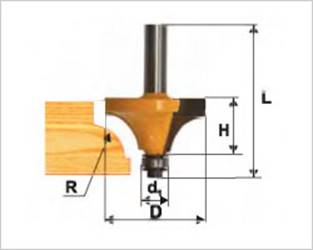
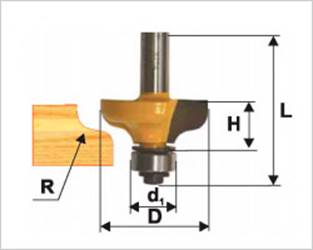
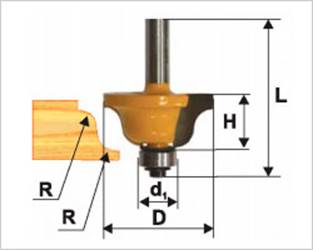
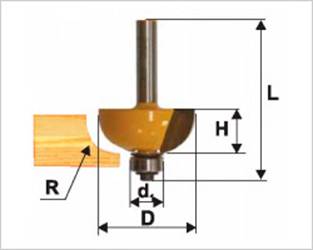
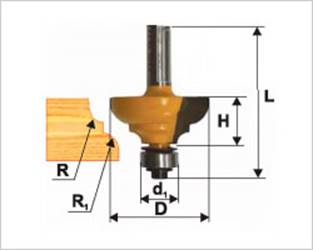
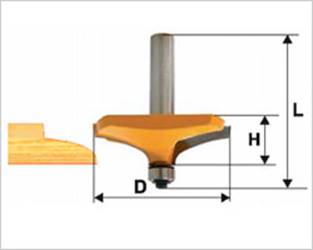
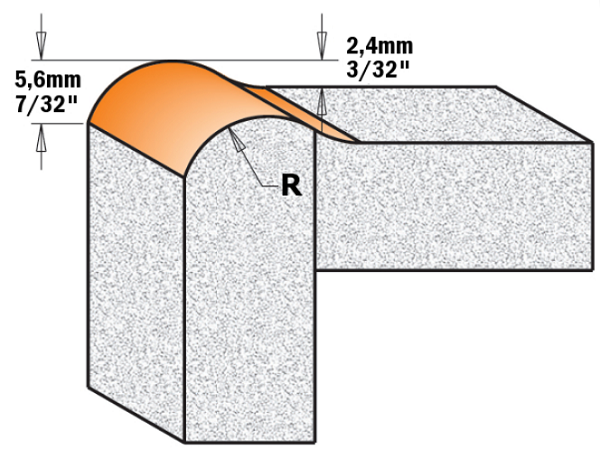
barnított
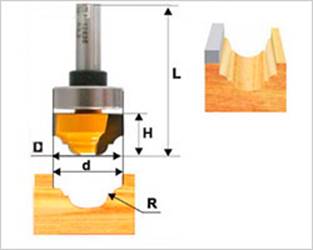
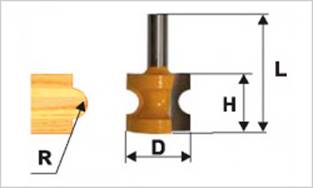
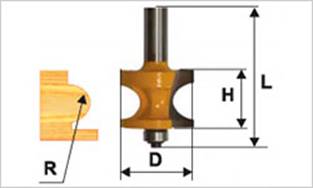
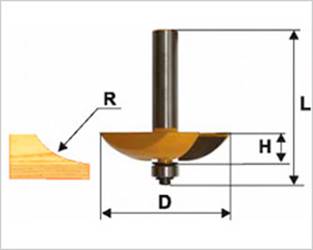
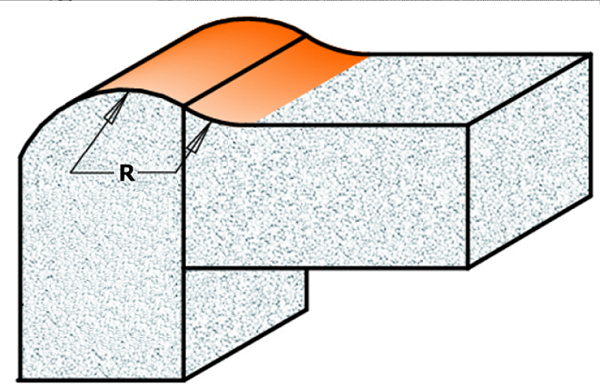
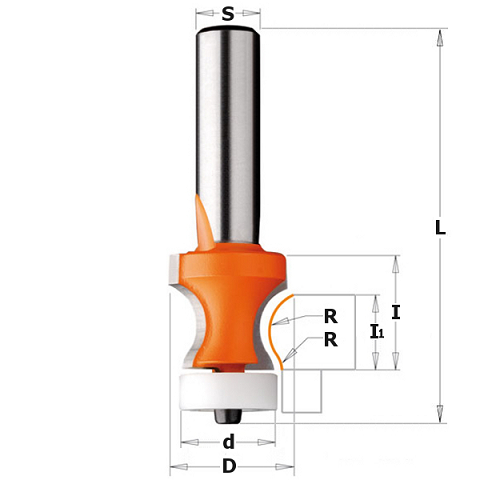
Ezek célja a munkadarab széleinek belső sugara, vagy kör keresztmetszetű hornyok kiválasztása.
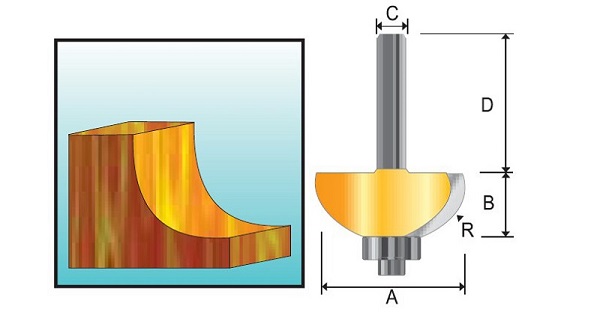
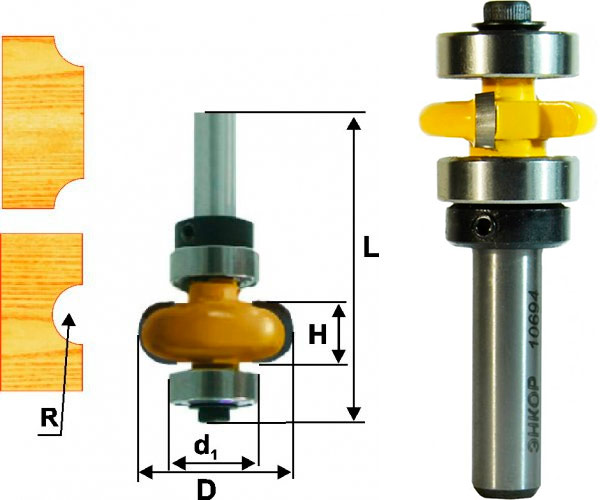
A fillet malmok egy vagy két csapággyal vannak ellátva, kiküszöbölve a szerszám ferdeségét.
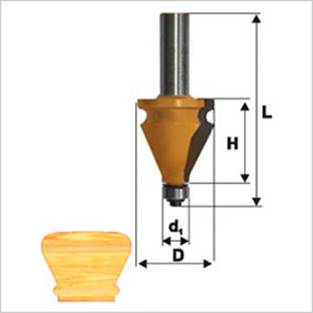
kúp
Kúpos vágók segítségével:
- a munkadarab szélén levágva;
- díszítse az asztallap szélét;
- szögletes vágást hozzon létre a munkadarab szélein a ragasztás előtt (sokszög alakú termékeket kaphat).
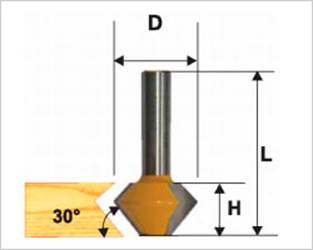
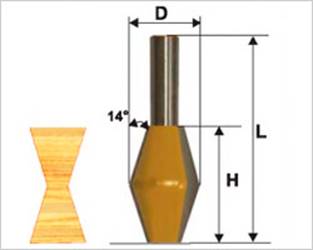
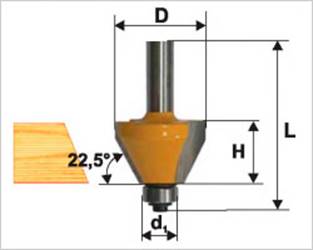
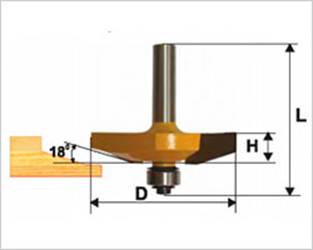
Ebbe a kategóriába tartoznak a szegélymarók, a lapátok dőlésszöge 45 fok.

varrott
Jelentkezzen be negyedéves mintavétel és négyszögletes szakasz hornyai. A nyomócsapágynak köszönhetően a varratmaró mind sík, mind görbe munkadarabokon használható.
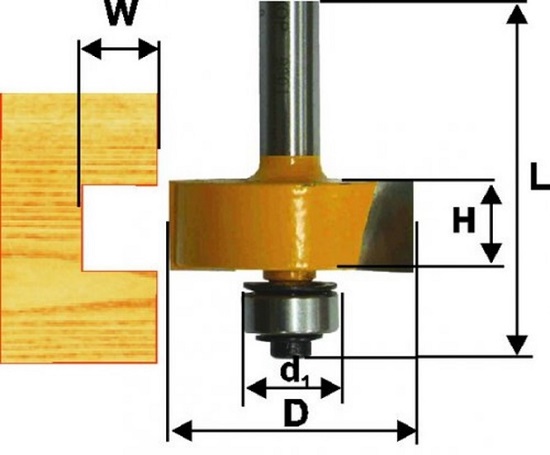
A horony mélységének beállításához különböző átmérőjű nyomócsapágyakat használnak.

Ez a kategória szintén érvényes lemez malom. Segítségével egy üres hornyot vágunk a T-alakú PVC-él felszereléséhez.

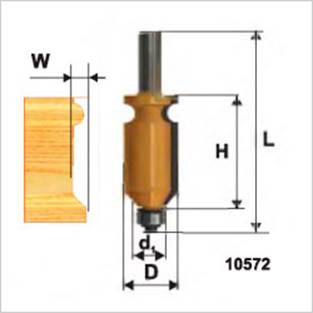
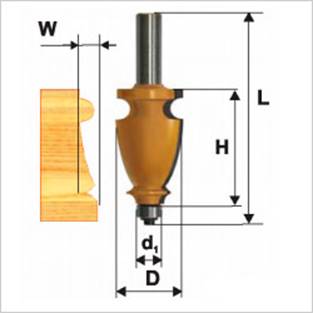
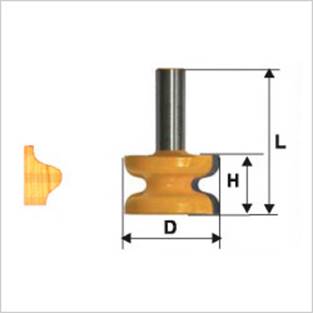
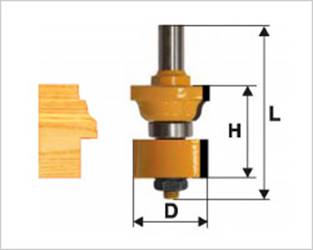
fröccsöntő gép
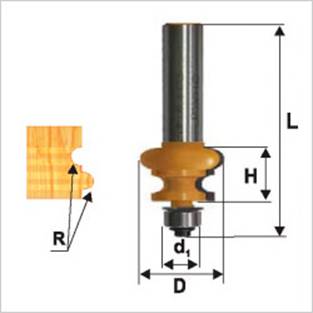
A marószerszámok lehetővé teszik, hogy ívelt, egyenes és göndör peremet kapjon a munkadarabon. Ugyanazon berendezés bármelyik részeként lehet dolgozni:
- a rész széle mentén;
- szerezzen be egy széle;
- félig rúd párkányt készítsen;
- kapsz egy szivaccsal;
- az élek dekoratív feldolgozása, például ablakkeretek készítése.
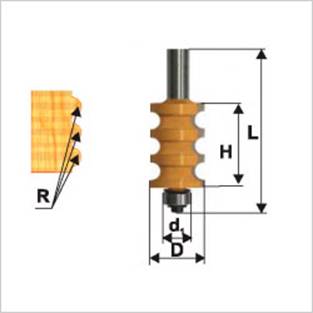
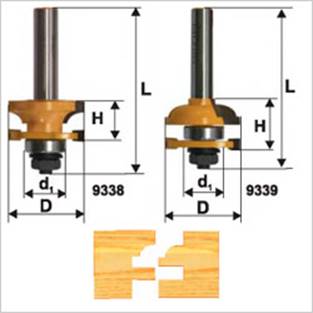
A vágóvágókkal a faelemek szélén és végein összetett alakzatokat is létrehozhat.
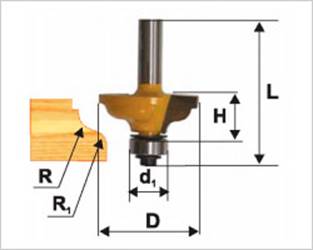
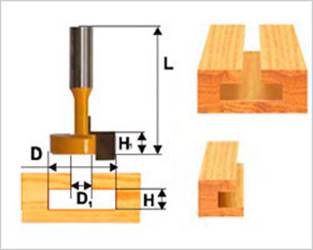
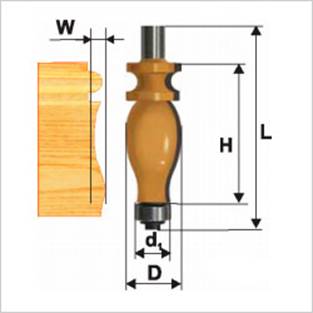
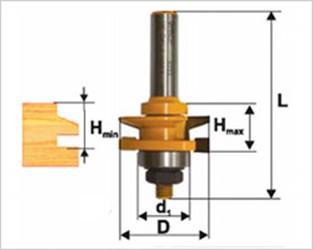
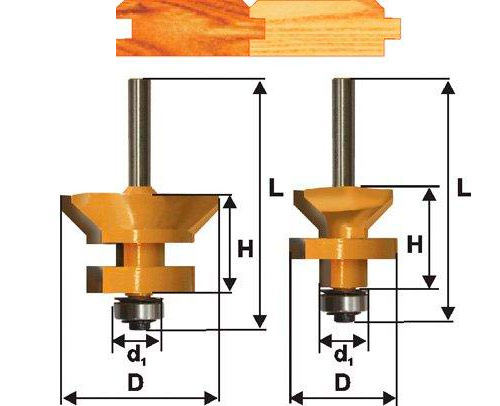
Ennek a sorozatnak a berendezése kettős lehet, amint az a következő ábrán látható.
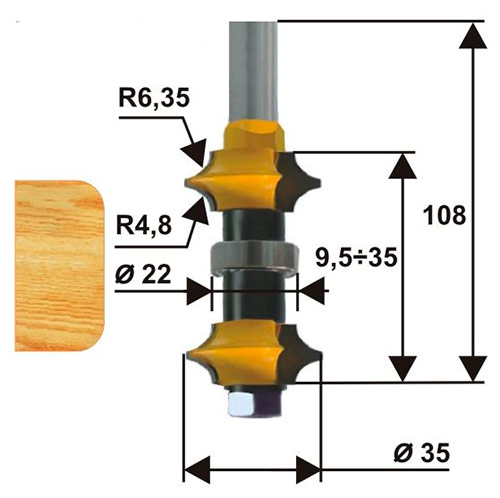
tovább kettős vágó az elemek közötti távolság a munkadarab vastagságának megfelelően módosítható. A két elemnek köszönhetően a munkadarab egy lépésben, mindkét oldalról egyidejűleg kerül feldolgozásra.
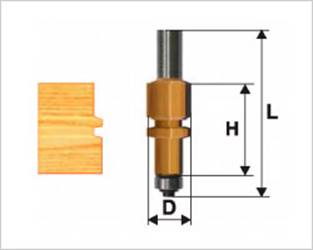
Egyenes vonalak
A munkadarab végeinek befejezéséhez vagy az alkatrész és az él (vége) közötti 90-es ideális szög kialakításához egyenes (felborító vagy arc) vágót használnak. A csapágy a szerszám tetejére vagy aljára telepíthető.
A csapágy elrendezésének alján a sablon a munkadarab alá van rögzítve, és a felső helyen - a munkadarab felett.
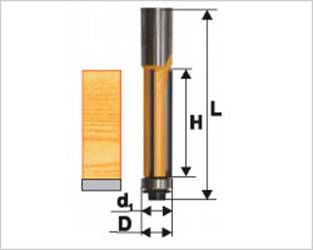
Az elülső függvény mellett egy felső csapággyal ellátott beépítőelem is használható, és a munkadarab felületén egy téglalap alakú keresztmetszetű hornyot lehet vágni, bizonyos magasságú sablon segítségével. A csapágy átmérője általában megegyezik a szerszám átmérőjével, vagyis a vágóéllel egybeesik. Néhány esetben azonban kisebb vagy nagyobb átmérőre van cserélve a szerszámozás lehetőségeinek bővítése érdekében.
Vágó "kukorica"
A kukoricavágó is széle. Fő célja a munkadarab széleinek őrlése és igazítása sablon szerint. A kések speciális elrendezése miatt (spirálisan) könnyű chip eltávolítás és az eszköz zökkenőmentes lefolyása.

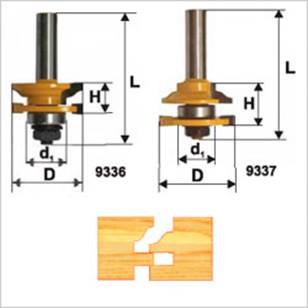
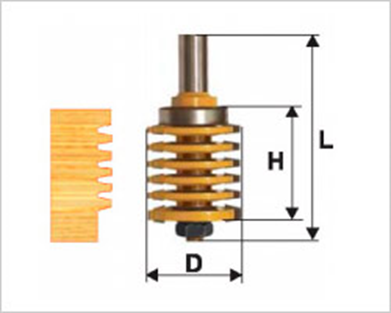
Kombinációs vágók
Az egyesített szerszámokat a leghatékonyabbnak tekintjük, ha kombinált szerszámot használ. Az ilyen típusú vágógépek egyidejűleg tüskés és hornyos elemekből állnak: ennek a kialakításnak köszönhetően a berendezés mindkét profilt egy menetben kapja meg. Ennek eredményeként a kötéshez szánt élterület növekszik, ami pozitívan befolyásolja az ízület szilárdságát.
Framework
A keretmarók integrált eszközök. Minden vágóelemet az alapra szerelnek fel, és a mester a megfelelő sorrendben helyezheti el őket. A típusok a következő összetevőkkel rendelkeznek:
- az alap;
- vágóelemek;
- hordozó;
- mosó;
- reteszelő anya.
A vágóelemek helyének megváltoztatásakor nem szükséges a szár eltávolítása az egység ütközőjéről. Elég csak a beépülő modul alján található rögzítőelemek kicsavarása, és az összes elem eltávolítása. köszönöm összecsukható kialakítás a beépülő szerszám kiindulási mennyisége nem változik, és az újrakezdés nem szükséges.
Paso-shipovye
A készlet 2 malomot tartalmaz, az egyik a horony kiválasztásához, a második pedig a húzáshoz.
A hornyos csiszológépek tükör-azonos profilúak a vágóelemekkel, aminek köszönhetően a megmunkált alkatrészek a lehető legpontosabban vannak összekötve.
Ennek a szerszámnak az egyetlen hátránya, hogy a hornyokat és tüskéket különböző vágókészülékekkel állítják elő, amelyeket meg kell változtatni és újra ki kell javítani az egység alapjához viszonyítva.
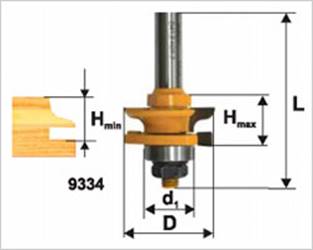
Bélés gyártásához
A bélés gyártására szolgáló vágók a működési elve szerint hasonlítanak a hornyolt szerszámhoz, de csak azzal a különbséggel, hogy az összekötő alkatrészek kialakításakor V-alakú horony közöttük egy bár utánzása. A kapcsolat létrehozásához 2 elem is szükséges.
egyetemes
A szerszám elhaladása után 2 sík van, amelyek teljesen kompatibilisek egymással, és amelyeknek van egy hornya és tüskéje. Az utóbbi mindkettő egymáshoz képest ferde.
Az alkatrészek összekapcsolásához mikro-penge malom is használható.
A beépülő modul hosszirányú kötéshez használható (pajzsok gyártásakor) és az arc-illesztési részekhez.
A fa szögletes illesztéséhez a kombinált sorozatból származó berendezéseket is használják, lehetővé téve az ízületek előkészítését 45 fokos szögben.
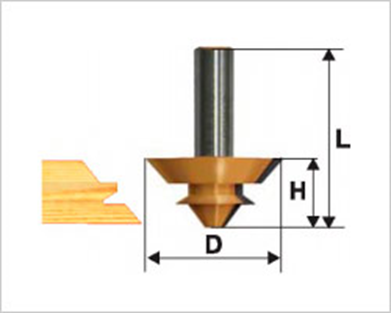
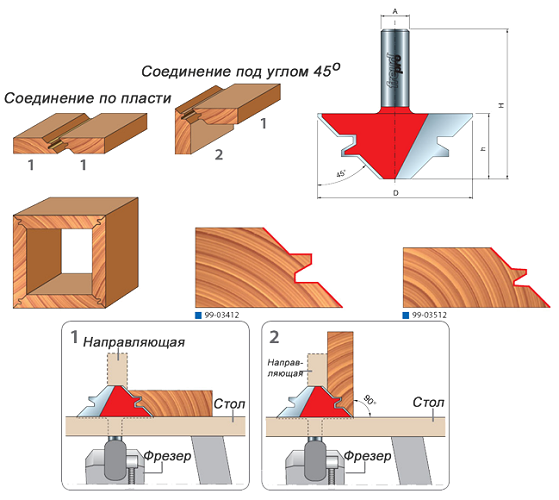
Meg kell jegyezni, hogy a munkadarabok feldolgozásához, amelyeket össze kell kötni, ugyanazt a kombinált vágót kell használni. Az eredeti berendezés kialakítása lehetővé teszi a maximális minőségű dokkoló részek elérését, és jelentős időt takarít meg, mivel az eszközt nem kell megváltoztatni.
Vágógépek
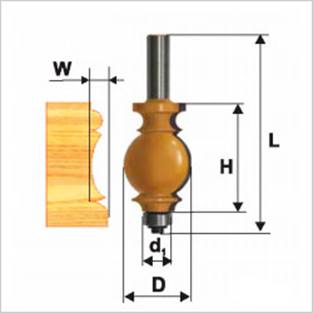
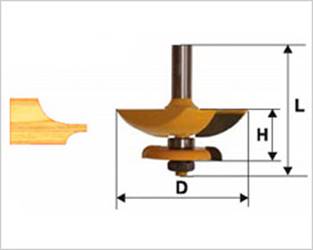
Alkalmazzon egy eszközt panelek gyártásában, nevezetesen az alkatrészek dekoratív feldolgozási élére. Minden tartozéknak van egy fenékkel rögzített tolócsapja. A csapággyal ellátott malom nemcsak téglalap alakú készítményeket dolgozhat fel, hanem gondolt. Tudnia kell, hogy a panelek szerszámai 50-70 m átmérőjűek, ezért hatékony használatukhoz legalább 1500 wattos készüléket kell használni. Egy háztartási útválasztó számára a panel ilyen típusú szerszámokkal való feldolgozása lehetetlen feladat lesz.
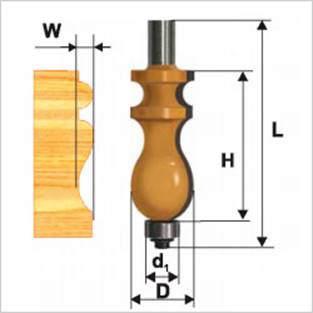
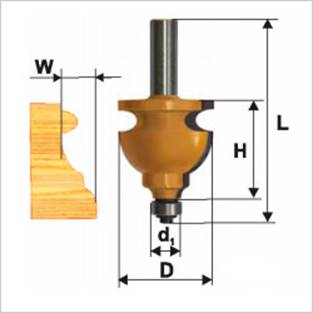
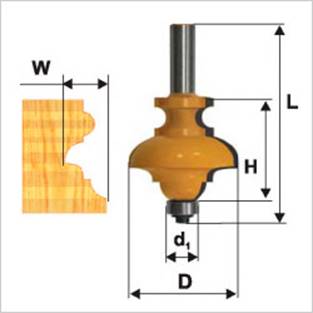
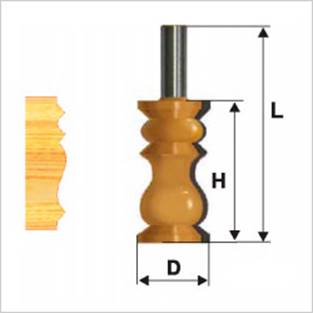
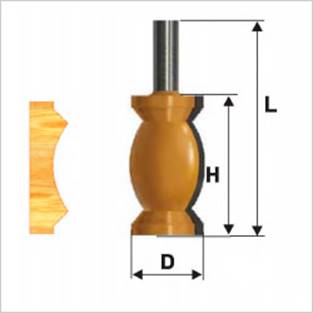
Az ajtók kézi őrlőkészülékkel történő gyártásához (konyhai előlapok) három elemből álló speciális készletet kell vásárolni.

A készlet a következő elülső vágógépeket tartalmazza: egy burkolatú és két bútorcsőszerelvény (profilprofilok).
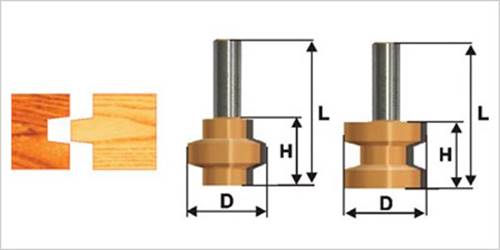
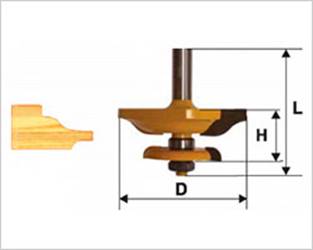
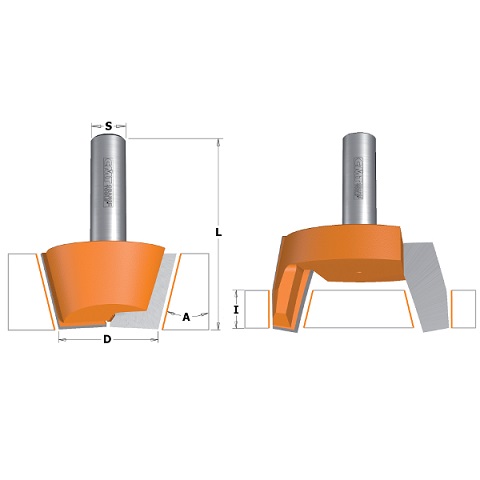
vízszintes
Jelentkezzen be előkezelés panelek. Ahhoz, hogy a tüske hornyába való beillesztéshez tüskét alakítson ki, tovább kell feldolgoznia a peremet.
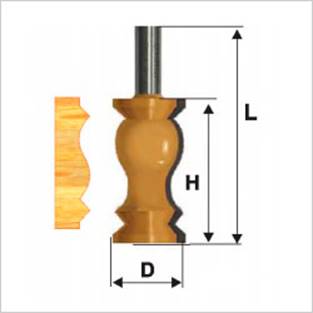
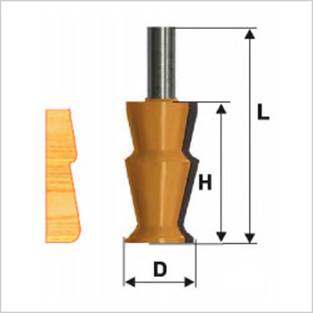
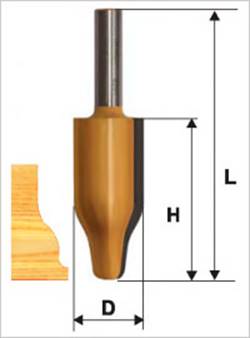
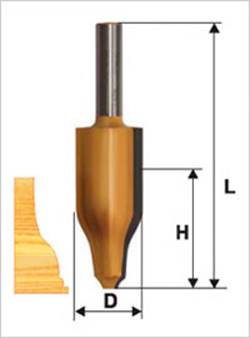
függőleges
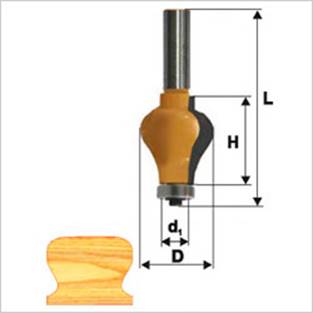
A leggyakoribb függőleges vágógépek használata lábazatok gyártásához.
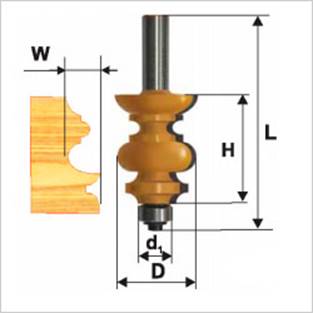
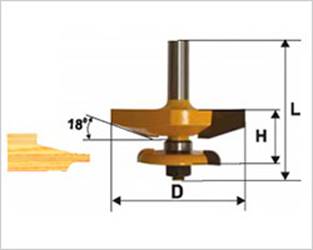
Vízszintes kétoldalas
Az ilyen típusú szerszámok jelentősen leegyszerűsítik a gyártási folyamatot, mivel a szerszám egyetlen menetében egy összekötő tüske és egy bizonyos konfigurációjú panel egy része jelenik meg a szélén.
A fenti berendezések mellett számos mester használ és használ házi vágógépek. Általában ezek egy speciális lakatos fúrógépek, speciális módon. Hogy ez otthon történik, tanulhatsz videó.
A fa vágószerszámainak kiválasztási kritériumai
A kézi vágókészülék fűrészek kiválasztásakor a következő szerelési paramétereket kell figyelembe venni.
A szár átmérője és mérete
Meg kell jegyeznünk, hogy egyes külsõ vágókészülékek jelezhetik a szár átmérõjét hüvelykben. Az esetek többségében, ha a készülékre szerelt bilincs van, akkor nem lesz probléma a szerszám beszerelésével, feltéve, hogy a gallér átmérője megfelel a szár átmérőjének.
Fontos tudni, hogy a kézi egység nyakörvének nem fúrószárnya van, amelybe különböző átmérőjű szerszámokat lehet rögzíteni.. A gallér belső átmérőjének szigorúan meg kell felelnie a szár szerszám átmérőjének. Nehézségek merülhetnek fel, ha 1 / 2ʺ-os szárral (12,7 mm) vásárol egy szerszámot, és megpróbáljuk behelyezni egy 12 mm átmérőjű gallérba. Ezzel egyidejűleg a 6 mm átmérőjű szárat az 1.4 1.4 (6,35 mm-es) gallérban problémamentesen rögzítik.
Mielőtt megvásárolná a vágógépet, különösen drága, olvassa el az egység használati utasításait, és megtudja, hogy melyik kollektor van telepítve.
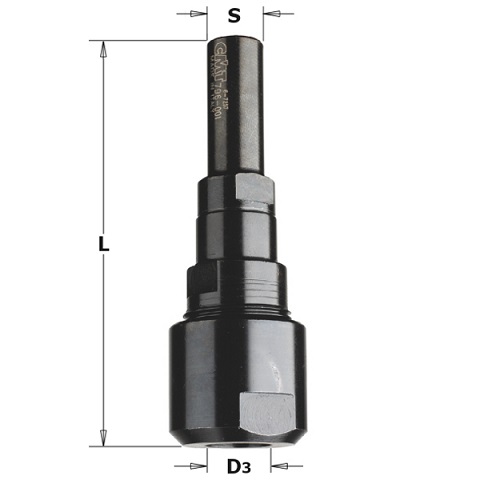
A szár hossza a szerszámozás is nagyon fontos. Nem mindegyiknek van hosszúkás szárai, és néha méretük nem elegendő a szerszám használatához, például mély hornyok meghosszabbításakor. Szintén hosszú szerszámrudakra lehet szükség, amikor az egységet az asztal alatt rögzítjük. Ebben az esetben szokás használni vágó hosszabbítóamely az egység nyakörvéhez van rögzítve.
A penge anyaga
Ez egy fontos kritérium egy pillanatfelvétel kiválasztásakor. A termék nagysebességű acélból (HSS) vagy karbidból (HM) készülhet. Lapátok nagy sebességű acél könnyen megbirkózni az alacsony sűrűségű puha erdőkkel. De a keményfa megmunkálásához ezek a vágók nem alkalmasak. Ebben az esetben a készülékkel helyettesíthetők karbidlapátok.
A vágóelemek elhelyezkedése
A szerszám lapjait függőlegesen lehet elhelyezni, azaz a szár tengelyével párhuzamosan, vagy bizonyos szögben. Függőleges helyzetben A pengék úgy vágnak, mint egy gyalu és vágják a fát, mint amennyit vágnak. Ezért, ha a pengék kicsit tompaak, akkor az általuk feldolgozott felületen jeleket fognak hagyni, amelyeket ki kell csiszolni.
A pengék találhatóak szögben a szerszámtengelyre, sokkal tisztábbak és nem zsetonokat alkotnak.
Kővágók
A mesterséges kő útvonalválasztóval (kézi) történő feldolgozásához hagyományos fafajtákhoz használható, de csak karbidlapátokkal használható.. Itt van egy árnyalat: a mesterséges kő olyan összetett anyag, amely a legkisebb csiszolóanyag-részecskéket tartalmazza. Ezért, függetlenül attól, hogy milyen keményfém anyagból készül egy malom, elegendő csak a legfeljebb 10 méteres kő feldolgozásához. további, unalmas pengék Nem adják meg a szükséges tisztaságot, például a ragasztott felületeket, amelyek befolyásolják az ízület minőségét.
Ezért a szakemberek azt tanácsolják, hogy a legjobb vágógépeket használják a jól ismert gyártóktól, mint például Festool, Leuco, Titman, Leitz, Dimar. Ezeknek a vállalkozásoknak a vágószerszámai erőforrása 5-10-szer nagyobb, mint a hagyományos karbidszerszámoké. A „márkás” berendezéseket már 60 és 100 méter között lehet feldolgozni.
A fa és kő vágók megjelenése hasonló, és még ugyanaz a neve. Némelyiküket gyakran használják kőműveletek elvégzésére. De vannak speciálisan tervezett vágók. kompozit termékek feldolgozására.
Vágó "antiperelyl"
Ezzel a kővágóval létrehozhat árapály szegélyek a konyhai (WC) mosogatókon és a kompozitból készült munkalapokon.Jellemzően az oldal teljes kialakulása a szerszám két lépésében történik.
A vágószerkezetnek is van egy módosítása, melynek nyomócsapágya van.
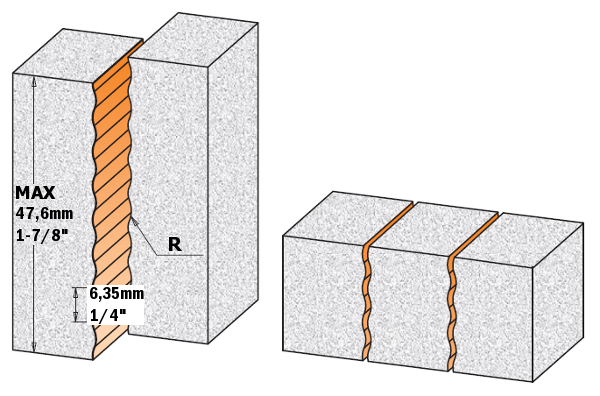
Mill "hullám"
Ezt az eszközt szánják felületi előkészítés splicing előtt. A szerszám vágó része hullámos.
Szétnyitott betét
A szerszámot választott horonyba tervezték, melyet az inlay kompozit anyagokhoz terveztek.
Kő javító készlet
Ez a készlet a mesterséges kőből készült termékek felületén lévő károk helyreállítására szolgál. A készletben 2 elem található. Az egyik egy parafát, a második pedig egy lyuk alatt.

A kompozitok feldolgozására a CERATIZIT cégtől származó vágógépek is használhatók.

Ez az gyémánt vágókmelyeket tartósságuk jellemez. A gyémántszemcsék több rétegének szinterezésével készülnek. A többrétegű bevonat lehetővé teszi a szerszám élettartamának meghosszabbítását, mivel a cseréje során a csiszolóanyag új rétegei helyettesítik a megmunkált rétegeket.
Fém vágók
Speciálisan létrehozott kézi szerszámgépek nem léteznek. Általában a mesterek olyan szerszámgépeket használnak, amelyek alkalmas szerszámátmérővel rendelkeznek. A manuális egységeknél leggyakrabban végmarók használhatók hornyok létrehozására. De tudnod kell, hogy az útválasztó olyan gép, amely nagy sebességet fejleszt, ami nem alkalmas a végvágókra. Ezért a fémet minimális rétegekkel, néhány milliméter vastagságú, és több lépésben el kell távolítani. A következő képen egy fém spirálvágó látható.

Az útválasztón is telepíthető különböző konfigurációjú forgó sorokamely könnyen megbirkózik az acél, öntöttvas, rozsdamentes acél, sárgaréz és még titán. De mivel a leggyakrabban kis szárú átmérőjük van (6 mm), egy 8 mm-es kollektorba való beépítéshez adapter szükséges.
A fémrudak a következő típusok.
- Lemezmeghajtók. Mindenféle vágást és folyamathornyot készíthet.

- Kúpos (60 °). A lyukak bemélyedésére szolgál.

- Kúpos fordított kúp. A szerszámot a hornyok csiszolására, a munkadarab éles sarkainak feldolgozására, a termék sarkaiban lévő hegesztések eltávolítására, a lyukak nehezen elérhető helyeinek feldolgozására használják.

- Kúpos kerekítéssel. Hordók, hegesztések, megmunkálási síkok megmunkálására használatos.

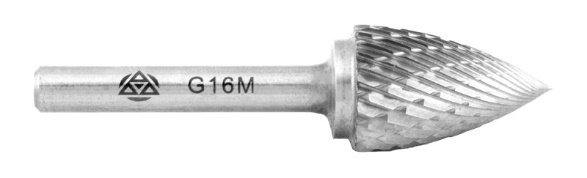
- Kúpos hegyes. A szerszám éles sarkokat, alkatrésztársakat, valamint keményen elérhető helyeken őrlést képes kezelni.

- ovális. A lyukakat feldolgozzák és kibővítik, valamint összehangolják a hegesztéseket az alkatrészek sarkaiban.

- Plamevidnye. A szerszám univerzális formájának köszönhetően filét készítenek, valamint feldolgozásukhoz.

- gömbölyű. A szerszámok a lyukak megmunkálására használhatók, félkör alakú társak és megmunkálási hornyok létrehozásával.

- Spheroconic élezett. Akut szög síkban csatlakoztatott méz feldolgozását elvégezheti.
- Spheroconic lekerekített. A belső sugárokkal való összeköttetést feldolgozzuk.

- Horgológyalu. Az éleket, profilokat, hegesztéseket, sugárhornyokat feldolgozhatja. Továbbá ez a szerszám szétnyílik és összeragad, és felkészíti a felületet hegesztésre.

- Hengeres, sima csavarral. A hegesztés utáni kontúrok, hegesztések megmunkálására, élek megmunkálására, szélezésre és sorjázásra használatos.

- Henger alakú fogakkal. A végén lévő fogazott fogakat ugyanolyan célokra használják, mint a beépülő modul, sima véggel. Csak az ilyen típusú szerszámok képesek egyidejűleg működni két síkban, derékszögben.

Alkalmazások kézi marógéphez
A készülék különféle eszközei által végzett fő feladat az eszköz funkcionalitásának bővítése.A készülékek némelyikéhez tartoznak a készülékek, de a maradék csatolókat az útválasztóhoz külön vagy kézzel kell megvásárolni.
Párhuzamos megállás
Ez az eszköz elérhető standard felszerelés minden frezer.
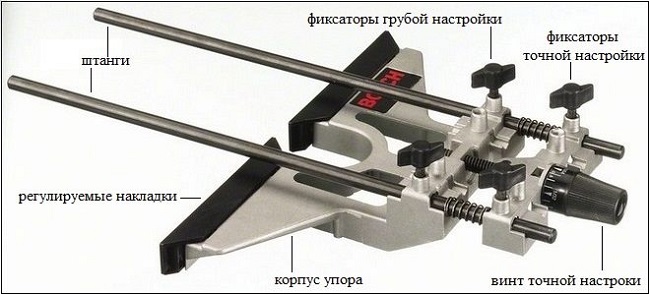
A hangsúly a munkadarabok egyenes vágását teszi lehetővé. Az alapvezetőt használva a munkadarab szélét vagy egy vezetőgumi.
Vezetősín
A gumiabroncs olyan vezetőként működik, amellyel a tartó megáll. Használja ezt az eszközt egyenes hengermarás.

iránytű
Ez az eszköz a készülék aljához van csatlakoztatva és lehetővé teszi radiális marás és vágási körök.

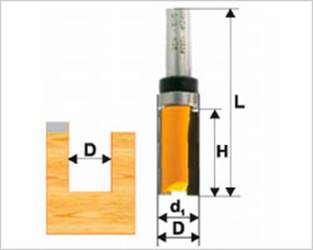
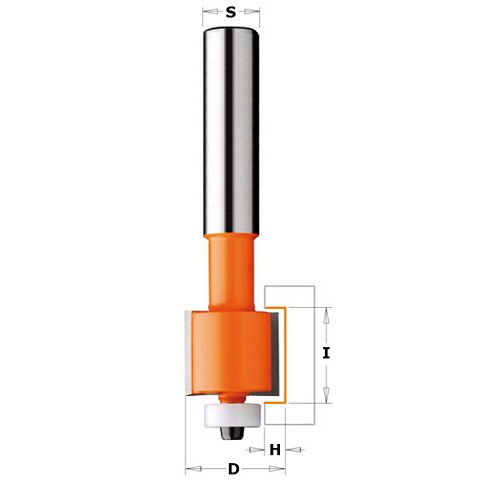
Slot kiválasztás
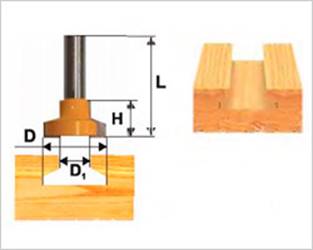
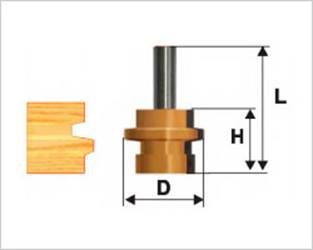
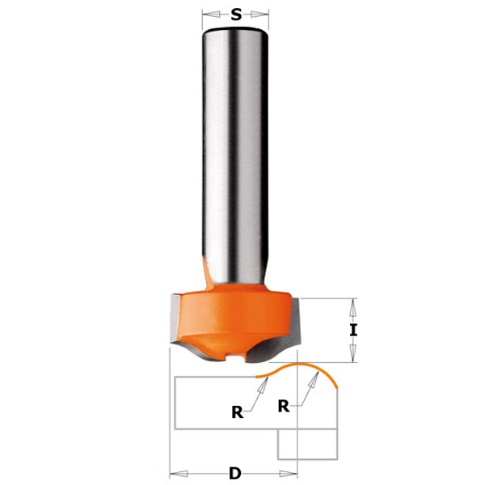
A vágáshoz bizonyos szélességű, használja az útválasztó eszközt az alábbi ábrán.

A horony szélességét egy platform szabályozza. Ebben az esetben a felső csapággyal ellátott egyenes horonyvágót használjuk.
bütyök
Bármelyik átvitelhez összetett dísz vagy minta az üresen használjon speciális szerszámokat - másolókat (áramszedők).

A másoló a következőképpen működik:
- a munkadarabot az áramszedőbe szerelt egység alá helyezik;
- a másolandó dísz vagy minta a fénymásolótól megfelelő távolságra van elhelyezve;
- az áramszedő mutatója a kezdeti helyzetbe van állítva, majd az aggregát motorja be van kapcsolva;
- a mutatónak az összes mozgása a rajz szerint pontosan kerül továbbításra az útválasztóhoz, és kivágja a szükséges minta másolatát az üresen.
Gyűrűk és minta másolása
Először másolati hüvelyre van szükség, hogy megvédjük a sablont a szerszámlapok hatásaitól. Ezenkívül a sablon szélén mozgó másológyűrű az összes alakját továbbítja a vágónak, amely a szerszám alatt lévő részt feldolgozza.

Ha a sablonban lévő lyuk meghaladja a készülék talpának méreteit, akkor megfelelő méretű méretekre is felszerelhető.

Forgó testek kezelése
Ez az egyszerű eszköz lehetővé teszi a keresztirányú és hosszirányú hornyok vágását hengeres rúdokban (megfordított asztali lábak, pólusok, balustrák).

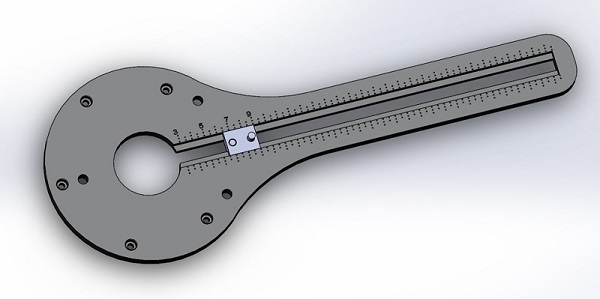
Feszítőeszköz
Ahhoz, hogy doboz tüskék, egyenes vagy feszes, használjon húzóeszközt.

Ezzel a tartozékkal lehetővé válik, hogy azonos távolságokkal kösse össze a tüskéket, így az alkatrészek csatlakoztatása ideális módon történik.
Rögzítő tüske horony
A tüske-horony kapcsolat a leggyakoribb az asztalosiparban.

Ahhoz, hogy ezt a vegyületet hozza létre, speciális eszközöket hívnak pantorouterami.


A tervezés látszólag összetettsége ellenére a gép könnyen készíthető saját kezűleg a rajzok alapján, ami elegendő az interneten.
A router táblázata
Kézi egység telepítése az asztalra álló mini-gép. Ezzel kényelmes a kis és hosszú alkatrészek kezelése, amelyek nem rögzíthetők bilincsekkel. Készen áll a maróasztalok, amelyeket kifejezetten kézi marógépek rögzítésére terveztek. Az alábbi táblázat a Corvette által készített táblázatot tartalmazza.

De a gyakorlat azt mutatja, hogy a legtöbb kézműves a maróasztalokat választja. csináld magadmert a tervezés nem bonyolult. A maróvágó asztal vastag rétegelt lemezből vagy 16 mm vagy annál nagyobb vastagságú laminált forgácslapból készülhet.

Készülék a panelekhez
Ha egyenlőszárú háromszöget vág le, például rétegelt lemezből, és a következő ábrán látható módon rögzíti azt a malom arcához, egy egyszerű szerelvényt kap ajtólapok feldolgozásához.
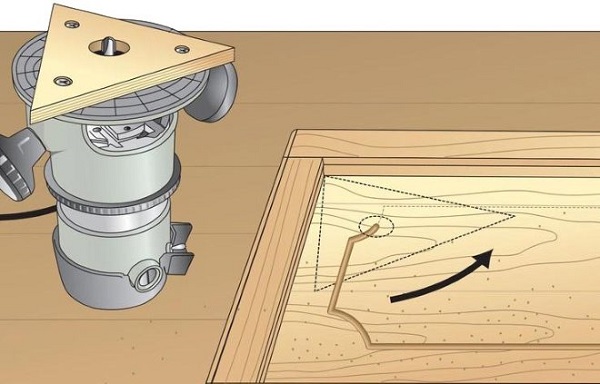
Ez a bélés lehetővé teszi a már elkészült ajtók további díszítését anélkül, hogy szétszerelné őket, sablonok használata nélkül.
Hogyan élesítsük a malomot otthon
A vágócsiszolást csak a test és a vágóelemek szén és szennyeződésének teljes eltávolítása után szabad elvégezni. Ebből a célból jobb, ha speciális tisztítófolyadékot használunk (az alábbi ábrán látható).

Helyezzen eszközöket a berendezés vágó alkatrészeire, és várjon néhány percet, hogy feloldja a betétet. Ezután rendszeres fogkefét kell készítenie, és alaposan tisztítsa meg a maradék szennyeződések pengéit. A tisztítás után folytathatja az élezés folyamatát. Ahhoz, hogy ezt a műveletet otthon hajtsa végre, először meg kell vásárolnia gyémánt rudakkülönböző gabona.
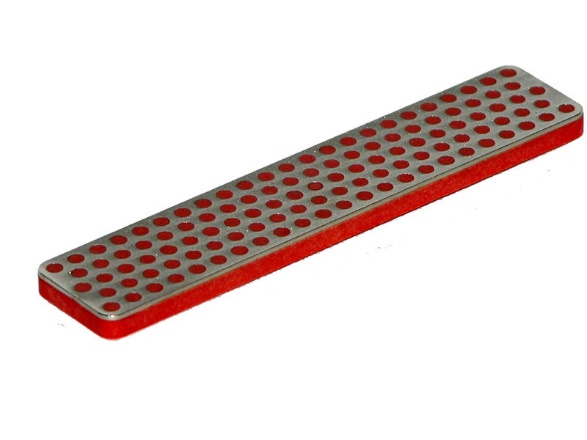
A durva élezéshez használt rudak nagyobb szemcsékkel. De a lapátok kiegyenesítésének folyamata mindig a legjobb csiszolóanyaggal való polírozással kell végződnie.
A malom élesítéséhez kövesse az alábbi lépéseket:
- helyezze a rudat az asztal szélére és nedvesítse meg vízzel. Szükség esetén rögzítse a szerelvényt;
- helyezze a szerszámot a rúdra úgy, hogy a vágóél a teljes hosszában érintkezzen a rúddal;
- egyenletes nyomású erőkifejtéssel simítsuk meg a csiszológépet, és rendszeresen vízzel nedvesítsük;
- ugyanolyan számú mozgást végezzen a szerszám minden egyes pengéjén, hogy az élek csiszolása egyenletes legyen.
Ha az élesítésre előkészített berendezésnek van egy nyomócsapágya, akkor azt a folyamat megkezdése előtt el kell távolítani.
Természetesen, ha van ilyen lehetőség, jobb, ha átadja a vágót a csiszoláshoz szakosodott műhelybenahol helyreállítja a pontos felszerelést. Ez az eljárás olcsó a gyémánt rudakhoz képest.
/rating_on.png)
/rating_off.png)











