Inverter hegesztőgépek
A fém alkatrészek összekötésének egyik legtartósabb és hermetikusabb módja az elektromos ívhegesztés. Ezt a módszert több mint száz éve aktívan használják. A hegesztett elemek éleinek olvasztása és a köztük lévő üregek feltöltése a hegesztőelektróda folyékony fémjével elektromos áram hatására. Kezdetben erre a célra terjedelmes teljesítményű transzformátorokat használtak, csökkentve a hálózati feszültséget a szükséges 50-60 voltra. Most már gyakran használt inverter hegesztőgép, amely modern készülékkel és széles technikai képességekkel rendelkezik.
A tartalom
A hegesztő inverter működésének elve
Az inverter típusú hegesztőgép fő különbsége egy összetettebb átalakítási lánc, amelyet egy szabványos váltakozó elektromos áram 50 Hz-es frekvencián és 220 voltos feszültségen megy keresztül, mielőtt az elektródára kerülne. Először egy speciális szűrő elhaladásakor kiegyenesedik és simul. Ezután a tranzisztorok gyors megnyitása és bezárása váltakozó áramra fordul, ahol oszcillációs frekvencia elérte a tíz kHz-t. Csak ez után a szakasz után az áramot a szükséges 100-200A értékre alakítjuk 50-60 V feszültséggel a hegesztéshez. Működik a kijáraton nagyfrekvenciás egyenirányítóa legmagasabb minőségű hegesztéshez szükséges egyenáram elérése.
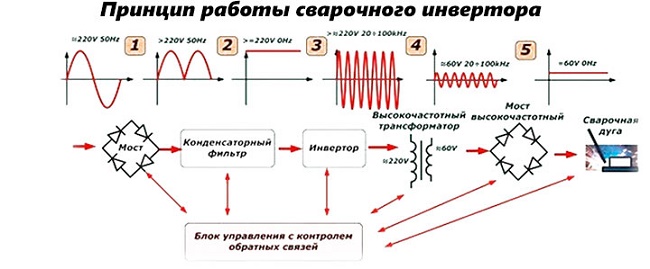
A hegesztő inverter működési paramétereinek kimenő értékeinek vezérlését és beállítását a tranzisztor vezérlőegység végzi. Ez az elektródába áramló áram optimális jellemzőit képezi, amelyek szükségesek a hegesztés minden típusához és módjához.
A hegesztő transzformátor és a frekvenciaváltó közötti fő különbség az alacsony frekvenciájú áramok átalakítása erőátalakítóval, amely csak nagy méretű készülékeken valósítható meg, míg az inverter nagyfrekvenciás berendezéseit tömörség és alacsony anyagfelhasználás jellemzi.

Az inverterek előnyei
A hegesztő inverterek összehasonlítása az alternatív kialakítású eszközökkel az ilyen berendezések kényszerítő előnyeit mutatja.
- Alacsony súly nem haladja meg a 10 kg-ot, és a legtöbb modell kompakt méretei megkönnyítik azok tárolását és szállítását.
- Nincs hőveszteséga fűtésre fordított tekercsek pozitív hatással voltak a frekvenciaváltó hatékonyságára, ami másként egyenlő, körülbelül 1,5-szer kevesebb energiát fogyaszt, mint egy tipikus hegesztő transzformátor vagy egyenirányító.
- Univerzális inverter a kimenő jellemzők széles skálájaamely lehetővé teszi a módok kiválasztását, beleértve a rozsdamentes acél és a színesfémek hegesztését is.
- Még otthoni és kertészeti modellek is nem igényel hosszú szünetet a hűtőberendezésen.
- Inverter a hegesztéshez egyszerű vezérlőrendszer a szükséges paraméterek zökkenőmentes beállításával, amely lehetővé teszi még a kezdő hegesztő számára a magas hegesztési minőség elérését.
Vannak inverterek és hátrányok, amelyek viszonylag magas ár és szigorú tárolási és üzemeltetési követelmények. Ezek érzékenyek a porra, a túlzott nedvességre és az alacsony hőmérsékletre.
besorolás
az termelési célokra Különböző típusú invertereket használnak, amelyek funkcionális jellemzőikben különböznek:
- kézi elektromos ívhegesztéshez (MMA);
- argonhegesztéshez volfrámelektródával;
- félig automatikus hegesztéshez inert vagy aktív gázok atmoszférájában (MIG / MAG);
- Félautomata eszközök MMA és MIG / MAG üzemmódban történő használatra;
- univerzális a különböző üzemmódokhoz;
- levegő plazmavágó egységek.
A teljesítmény és a műszaki előírások tekintetében a fogyóelektródákkal való munkavégzéshez használt frekvenciaváltók szokásos módon három széles kategóriába sorolhatók.
- Háztartási mini-modellekOtthoni és kertészeti használatra tervezett, legegyszerűbb felszereléssel rendelkező, olcsó és rendszeres használatra alkalmas.

Inverter hegesztés WESTER MINI200
- szakmainaponta több órát képes főzni, ami jobb a termelés céljából vásárolni, mivel 300-400 dollárba kerülnek, és nem fizetnek magukért otthon.

Hegesztő inverter Wester Wz7 400 szakember
- Félig professzionális eszközök, amelyek az első két csoport közötti közbenső pozíciót foglalják el, amelyek ésszerű használat esetén egyaránt alkalmasak a ház és egy kis műhely számára.
Mit kell keresni inverter vásárlásakor
A hegesztési frekvenciaváltó kiválasztása a hegesztési körülmények és az azoknak megfelelő módok alapján történik. Először az bemeneti feszültség. Az eszközök túlnyomó többsége 220 V-os tápegységre van tervezve, de a 380 V-os hálózathoz is csatlakozik a modellek, az eszköz útlevélben pedig érvényes tartomány: 220V + 15% - 30% vagy 160-240V. A gyakori feszültségcsökkenésű vidéki területeken ez fontos lehet.
A hegesztési mód legfontosabb jellemzője a hegesztőáram: közvetlenül függ a hegesztendő alkatrészek vastagságától és az alkalmazott elektródák átmérőjétől.. A háztartási környezetben ritkán kell 10 mm-nél vastagabb termékeket főzni. Ebben az esetben jobb egy 160-180 A áramot biztosító frekvenciaváltót választani. Ha 20 mm vastagságú szénacél lemezeket hegeszt, 200 A-ra kell támaszkodni. Erősebb egységeket csak speciális műhelyekhez kell beszerezni. A beállítás módja szintén fontos. A jó minőségű varrat elérése érdekében mindig előnyös a sima vezérlés lehetősége a diszkrétekkel ellentétben.
A hegesztési ív gyújtásának egyszerűsége összefügg feszültség alapjáraton. A legtöbb modell esetében 40 és 90 V közötti tartományban van. Minél magasabb ez a szám, annál könnyebb lesz főzni.
Intenzív használat esetén nagy hatással van az egység teljesítményére a maximális áram százalékos arányaPV jelöléssel. Egy jó eszköznek legalább 70% -nál alacsonyabb szintűnek kell lennie. Ez azt jelenti, hogy a 10 perces termelési ciklus alatt 7-et teljes terhelés alatt lehet főzni, és 3 percet kell tölteni az elektróda cseréjére, a varrás tisztítására és a készülék hűtésére.
A hegesztő invertereken végrehajtott kiegészítő funkciók
A frekvenciaváltó berendezés mikroprocesszoros vezérlése hatékony visszacsatolással lehetővé teszi a hegesztési folyamatot elősegítő további lehetőségek megvalósítását. Ezeknek a következőket kell tartalmazniuk:
- forró indítás, amely a kezdeti hegesztési időszakban rövid távú feszültségnövekedést biztosít, ami megkönnyíti az ív égését;
- antizalipaniedrasztikusan csökkentve a terhelést, amikor az elektródát véletlenül megérinti a hegesztett élek, így elkerülve az elektróda hegesztését, ami gyakori probléma a kezdők számára;
- ívhajtás- az áram erősségének rövid távú növekedése miatt kiküszöböljük az elektróda ragasztását a nagy csepp olvadt fém elválasztásakor.
Az inverteres hegesztőgépek mindezen tulajdonságai pozitív hatással vannak a velük való munkavégzés kényelmére és a varratok minőségére.
/rating_off.png)











